

Go with the Flow


Paste viscosity can inform why solder performs one way in high-volume production and another under high-mix conditions.
Viscosity and thixotropy are not words heard in casual conversation, yet they are very common material characteristics we encounter in our everyday lives.
Viscosity is defined as a fluid’s resistance to flow, but is more commonly referred to as a fluid’s “thickness” (flowing slowly like motor oil) or “thinness” (flowing easily, like water). Thixotropy, on the other hand, is a unique property in which viscosity changes with the forces being applied to it in a nonlinear fashion. Thixotropy is a critical characteristic for paint, toothpaste, nail polish and, if you're reading Circuits Assembly, solder paste.
Thixotropic materials are also referred to as non-Newtonian fluids, due to their nonlinear response to applied forces. (Newtonian fluids have a constant or linear response to applied force, with air and water as good examples.) The effect of shearing forces on thixotropic materials can produce different outcomes, depending on the forces’ strength, speed and duration, which are typically expressed as shear force, shear rate and time. A common example of how materials react to shear thinning includes wall paint; paint shear thins during the brush or roller stroke for ease of flow and to fill imperfections, but quickly thickens to prevent runs and drips.
Solder paste is much like paint in this way, as the paste rolls in front of the squeegee blade, the rolling introduces shearing forces that reduce viscosity to permit the paste to flow into and fill the stencil apertures. Once the squeegee passes, the energy dissipates and the solder paste returns to its original state. In this state it is thick enough to maintain the shape of the aperture after the stencil is lifted and the printing processes are completed. When components are placed on the paste, it deforms under the placement pressure to accept and retain the components, but again holds that shape until reflow.
FIGURE 1 illustrates this response of two different solder pastes under shear forces. Paste A had a higher initial viscosity and thins down more readily in response to shear. Paste B starts with a lower initial viscosity and thins less as the shearing forces increase. Because Paste B’s reaction to changes in shear is not as pronounced as Paste A’s, it had a wider process window and performs more consistently at different squeegee speeds and pressures than Paste A.
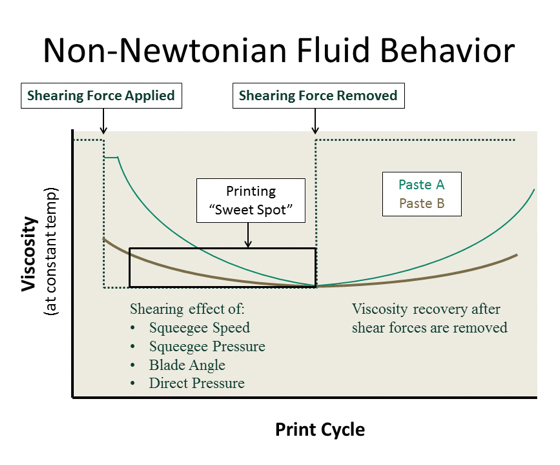
Figure 1. Illustration of thixotropic behavior.
As PCB layouts get more diverse and as companies adopt Lean manufacturing models, process engineers have less time to optimize print parameters for different products and different printers. The market demands solder paste developers produce paste formulations that offer consistent performance over a wide variety of print conditions. Whether a low-volume prototype line or a high-volume, high-speed line, the solder paste needs to provide wide process windows, repeatable transfer efficiencies and to maximize first-pass yields.
High-volume, high-throughput production lines require high print speeds and, as a result, higher squeegee pressure to achieve a “clean” print. The additional energy input will shear thin the paste chemistry more readily than would a low-speed, low-pressure print condition, and yet the paste is expected to provide the same level of performance in both scenarios. Therefore, a thick solder paste that responds well to high energy input may perform well in high-volume production, but performance can be reduced when in a low-speed, high-mix environment.
Thicker pastes require more energy to fill low area ratio apertures, and often require more setup time (a programmed pause before separation to permit viscosity recovery) to achieve good print quality. As the area ratios of stencil apertures fall, “creamier” pastes with lower initial viscosities and more consistent response to various speeds and pressures have proven more capable of consistent micro-aperture fill and release, while not tearing out of large stencil apertures. This inherent stability relieves the engineering burden when transitioning PCB assemblies from line to line, setting print parameters for different assemblies, and troubleshooting print quality problems.
TABLE 1 shows the typical viscosities of various liquids, both Newtonian and non-Newtonian, and initial viscosities of different generation solder pastes.
Table 1. Typical Viscosities of Fluids in Ambient Environments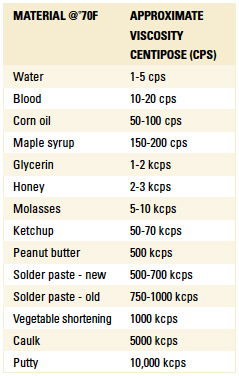
Key points to remember when considering lower viscosity solder pastes:
- Don’t assume low initial viscosity is an indicator of poor quality or slump. Many newer formulations are “wide-window” pastes that can make operations more robust and more profitable.
- Visual assessments of viscosity are obsolete. If viscosity is used as an incoming screening procedure, it should be measured on a viscometer and compared to the manufacturer’s specification for the specific solder paste.
- Reconsider the use of paste conditioning equipment. These machines usually spin or shake the solder paste to shear it down and get it ready to print. They are meant to accommodate stiffer solder pastes and are unnecessary with lower viscosity, ready-to-print solder pastes.
The sweet spot of modern, low-viscosity solder pastes with more stable thixotropic properties is much bigger than the sweet spot of earlier generation high-viscosity, more thixotropic solder pastes. The next time you evaluate solder pastes and open a jar with low initial viscosity, don’t jump to the conclusion that it will thin down too much and make your job more difficult.
Sometimes it’s good to go with the flow (pun intended) and embrace the changes required to evolve and thrive in a rapidly developing production environment.
is technical marketing manager at AIM Solder; toneill@aimsolder.com. is vice president of technology at AIM Solder; kseelig@aimsolder.com.






Press Releases
- Phononic Launches Wholly Owned Subsidiary in Thailand as APAC Headquarters
- AIM Solder’s Dillon Zhu to Present on Ultraminiature Soldering at SMTA China East
- Hentec/RPS Publishes an Essential Guide to Selective Soldering Processing Tech Paper
- ZESTRON Welcomes Whitlock Associates as New Addition to their Existing Rep Team in Florida