When is Fixturing Needed?

Odd-form components and flex circuits are two common applications.
Fixtures typically are needed for nontraditional PCB assemblies. The vast majority of selectively soldered boards enter the machine without fixturing. Odd-form parts, harnesses or wired assemblies, and particularly flex circuits, occasionally need fixturing. For example, some flex circuits must be held flat; one has to “locate” the flex circuit and then hold the components in place for the soldering operation.
Other typical reasons for using fixturing include instances where the board edge clearance is not to SMEMA standards, or if components hang over the edge of the board, as in edge connectors. Another reason might be if a panel of boards is of a particularly thin PCB material, or double scored, or heavy toward the center, the board may need fixturing to hold it flat so that the small solder wave does not contact the bellying of that board.
The process of providing fixturing, straightforward as it may seem, is not the same as providing an accessory or a spare part to accompany a machine. Rather, it is part of a total package, because engineering and process development are part of the overall effort.
Who provides the fixtures? In some cases, the equipment supplier provides the design, which could be 3D modeled to demonstrate how it will work and how it fits on the machine. The supplier also might develop the process, in conjunction with the customer’s process engineering staff, and design the nozzles. Among the programs for 3D modeling and nozzle design is SolidWorks, a 3D mechanical CAD program that runs on Windows. By using the same program for both, the nozzle and fixture together can be easily articulated.
Fixtures, or pallets, generally are machined out of high-temperature composite material impervious to attack by flux chemistries. It is very dimensionally stable when subjected to temperature changes and does not conduct heat very well, a significant advantage. The primary disadvantage of the material, known as Durostone, is that it is very abrasive and hard and therefore difficult to machine.
How many fixtures are needed for an application? A manual-load machine needs a minimum of three; one is being processed while two are being loaded and unloaded. Automated lines may have a dozen or more. Designing a fixture for a particular application generally takes less than a week.
Fixture design and manufacturing requires a real skill set that develops over time and experience. Successful fixture design requires an intuitive understanding about how to build a fixture correctly, in terms of holding, locating, making it effective for soldering, taking into account the flow dynamics of the solder, nozzle shape and effect, and all important considerations.
Today’s equipment supplier needs to be more of a solutions provider, working closely with the customer to provide a complete custom turnkey system that’s engineered to the customer’s specific application and manufacturing requirements.
Alan Cable is president of A.C.E. Production Technologies (www.ace-protech.com); acable@ace-protech.com.
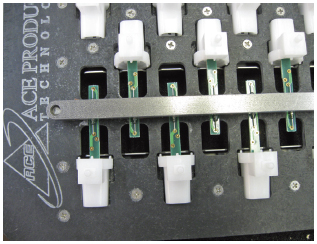
Figure 1. Fixtures use high-temperature composite material impervious to attack by flux chemistries.




