Verifying Component Authenticity
Chemical or laser etching coupled with electrical test is a formidable combination.
Decapsulation is a process that has been around for some time and has many different applications. Whether for analysis or verification purposes, the goal is the same: expose the die to perform the task at hand. A few different methods are available to achieve this. Some of the most common are manual etching, fully automated etching, plasma etching and the newest (and more advanced) laser etching.
My exposure to decapsulation has involved all the methods above; however, manual etching has become my primary choice for exposing the die. While more art form than skill, decapsulation has the advantage of leaving the device in question functional, unlike destructive methods such as microsectioning, which literally saws the component apart.
Many factors affect and ultimately determine success. A key aspect to using chemical etching decapsulation revolves strictly around temperature. Too much heat and the acid will react aggressively, destroying the part. Too little heat and the acid-to-mold compound reaction will be slow and messy.
Next is acid deposition. Knowing exactly how much acid to use makes the process controllable, predictable, and makes it much faster, too. Duration will always impact functionality of a device once the die has been exposed. A final key element is device placement. Where and how the part is positioned ultimately sets the stage for a good or bad decap.
While skill is important, exposing the die successfully does require certain items. My primary weapons of choice when performing decapsulation are a hot plate, fuming nitric and/or fuming sulfuric acid. Both acids are equally aggressive, but not all package mold compounds are the same; therefore, knowing how to choose the right acid will ultimately determine success. So how do you know which one to choose? There is no single answer to that question, except trial by error. The acid could either be nitric or sulfuric, and the choice varies depending on the overall appearance of the mold compound surface. Some units require a mechanical approach to expose the die, while others will use slightly different acids. Whichever the case, visual interpretation ultimately regulates the outcome.
Acetone and alcohol are used to help rinse the chemical reaction between mold compound and acid. Whichever of the two acids is selected sets the stage for choosing the correct solvent. It’s a carefully scripted balancing act between acid application, a rinse, and hand-eye coordination that makes manual etching somewhat difficult, but also amazingly unique. The entire process involves 100% control, and the yield, if done correctly, is easily repeatable. Time is solely based on experience, and can take only minutes to complete.
Machine etching has become the more acceptable form of decapsulation, but adds more work to the process, in my opinion. Because it is an automated process, many movable parts are involved. At some point these components will break, require adjustment or need maintenance, none of which is a cheap repair. Also, the machines have no means for neutralizing any of the acids. Acid is heated, ejected from an etch head and onto the specimen. “Cold” acid is then used to rinse the device, and all waste is deposited into one bottle. The contents within the bottles are 100% acid mixed with mold compound residue, and both acid wastes must be kept separate, never combined. Because acetone and alcohol are excellent neutralizing solvents, only one container is needed to capture either nitric or sulfuric waste during manual etching. This is a major benefit in manual decapsulation, where less is always best.
Customers often request units remain functional after decap. At times this presents a challenge, because most devices submitted are considered “golden,” the one and only device available. Functionality becomes more a requirement than an option, and manual etching removes much of the guesswork on how to deliver a functioning unit.
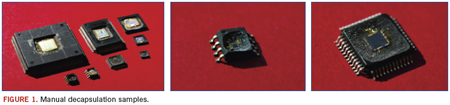
Machine etching is a very convenient way of exposing the die and can produce very promising results. What it cannot do, however, is accommodate sudden changes during the decap procedure to help ensure things don’t go terribly wrong. Control is limited and the entire process depends on a preselected time. Manual etching permits easy adjustments and control during the procedure, and the decision on “how long” is easily changed. Manual decapsulation offers the ability to completely control the etch process (Figure 1).
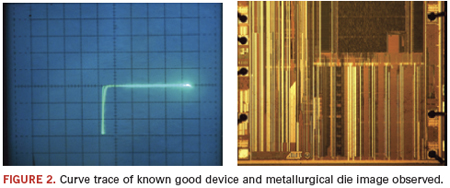
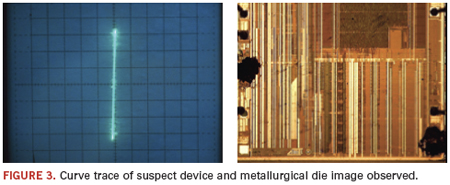
While manual decapsulation is one technique of providing a more conclusive result of product authenticity, electrically testing a device can also help close the gap on pinpointing counterfeit chips. ET aids in identifying faults and inconsistencies on components. A very common method used today is curve trace analysis, which primarily focuses on discovering any parametric damage/differences to the pins of any device of any technology. Combined with decapsulation, electrical damage to the pins on the device can be identified through visual inspection using a metallurgical microscope, which could reveal damage from ESD, EOS, mechanical opens and shorts (Figures 2 and 3).
A recent request from a new customer, Mettler Toledo, revealed the real benefit of having electrical testing capabilities. The devices needed were virtually impossible to locate. When we did find them, they were from different vendors, a situation that increases the chances for counterfeits to enter in the supply chain. We electrically tested the units, with respect to each part’s diode signal curve characteristics. The reasoning was, if all curves observed were all exactly the same, then chances are they were indeed authentic. If they were different, then obviously there was a problem. Normally decapsulation would follow electrical testing, but due to the scarceness of these units, it was not an option. In the end, some 70-plus units were electrically tested, one pin at a time, while applying a small amount of voltage. A diode signal for all the pins tested was observed, and it was their consistency that determined them as good units. Not only did it prove our capabilities as a vendor, but it emphasized the need for electrical testing.
Don Davis is decapsulation specialist at SolTec Electronics (soltecelectronics.com); ddavis@soltecelectronics.com.
Ed.: For more on decapsulation, click here.




