Ensuring Optimal Performance of Solder Paste in Challenging Environments
Heat and cold can prematurely degrade incorrectly handled materials.
Solder paste is an elaborate mixture of metal powders, acids, thixotropes, solvents and a variety of other chemicals. When combined, the reactions and interactions can be extremely varied and complex. When designing solder paste chemistry, key considerations include not only its in-process performance but also how to maintain the stability of that performance against the rigors of time, temperature fluctuations and usage.
Stencil printing is a pivotal process on the assembly line, foundational to the entire assembly. A quality print can significantly reduce the need for rework, whereas a poor print almost certainly necessitates it. Print quality, and the PCB assembly process in general, are susceptible to various external influences like environmental conditions, setup alterations and operator variability, emphasizing the need for consistent solder paste performance to minimize manufacturing discrepancies.
Controlling the Conditions
The first link in the chain is the solder paste’s manufacturing process and its constituent materials. Powder is manufactured and stored under extremely tightly controlled conditions. Flux medium raw materials require controlled storage, and the flux medium is also produced under tightly controlled conditions, with an abundance of quality control measures. The slightest anomaly in flux production can generate unacceptable results on the SMT assembly line.
The powder and flux medium are blended in an exacting process, after which responsibility for minimizing variability begins to shift from the paste manufacturer down the chain to packaging, shipping, distribution and the end-user.
During product development, solder pastes are characterized against typical time, temperature and usage conditions to ensure product stability. But their performance can be profoundly impacted by influences beyond the developer’s lab. Consistent solder paste functionality on the production line relies on a robust chain of custody from raw materials to the stencil printer. Any break in that chain can adversely impact performance.
Packaging and Supply Chain Integrity
Solder paste packaging is a labor- and materials-intensive process. Solder paste is kept cool and environmental exposure is limited to a few seconds – from the time the container is filled until the plunger is placed in the jar or the cap is screwed onto the cartridge. It is then packed in carefully engineered packaging to keep the product cool for at least 30 hr. to cover typical transit times.
Solder paste must not be exposed to elevated temperatures; otherwise, the material may not arrive fully intact and will not perform as designed. Higher temperatures increase the chemical interactions within the solder paste that adversely impact every aspect of its performance. These changes may initially be subtle and then worsen over time, making them even more insidious than if the paste had arrived in obviously unusable condition. Minor variations can lead to increased voiding, decreased wetting, clogged apertures and other process variations, forcing engineers to adjust to address faltering print quality, declining end-of-line yields, or both.
Transportation and Temperature Extremes
Solder paste is most likely to experience temperature extremes in transit. According to FedEx, summer temperatures in the cargo area of ground vehicles can reach 30°F higher than the ambient temperature outside the vehicle.
To illustrate the point, in Phoenix, one of the hottest cities in the US, temperatures regularly exceed 100°F (38°C), peaking at 116°F (47°C). Using FedEx’s guidelines of +30°F, conditions can climb to 146°F (47°C). This will certainly cause some interactions and may have already activated some of the oxide-reducing agents in the solder paste, literally forcing the paste to interact with itself.
Even International Falls, MN, one of the US’s coldest cities, can experience 90° days in the summer. This means unprotected paste could experience temperatures as high as 120°F (49°C), a temperature engineers often use to “cure” prints for SPI golden boards.
Shipping cannot only heat the delicate cargo; it can also freeze it. FedEx says temperatures aboard most wide-body aircraft main cargo compartments vary between 65°F (18°C) and 90°F (32°C). Meanwhile, packages in the bulk department, adjacent to the aircraft’s outer structure, might be exposed to in-flight temperatures as low as 0°F (-18°C).
These conditions require extensive measures to ensure the carefully developed and manufactured solder paste arrives at the customer’s site with the least amount of shipping-induced variability. Figure 1 shows the internal temperature of a shipping container, designed to mitigate external temperature extremes, when placed in a thermal chamber for five days at 104°F (40°C).
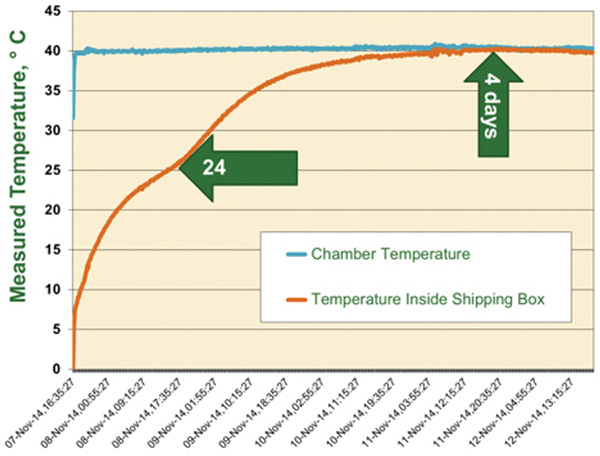
Figure 1. Five-day shipping test (container placed in thermal chamber at 40°C) for solder paste.
End-User Handling and Storage
The final link in the transit chain is the end-user. We can safely estimate that over three-fourths of solder paste handling-related issues occur after delivery to the end-user. These issues can be minimized, however, by implementing the following best practices:
- Immediate and appropriate storage. Upon receipt, store solder paste as recommended by the manufacturer, typically under refrigeration. Ensure that receiving dock employees are trained to quickly recognize and properly store these packages. Consider using automatic tracking updates from freight carriers to notify engineers or operations personnel upon the paste's arrival.
- Inventory management. Log each paste container upon storage and track when it is removed for use, adhering strictly to the first-in-first-out (FIFO) method.
- Natural temperature adjustment. Warm solder paste to ambient temperature naturally before use. Avoid placing paste near heat sources or opening the container prematurely, as moisture condensation can degrade the paste’s performance (Figure 2).
- Preparation before use. Stir paste in jars per manufacturer’s instructions to ensure uniformity and readiness for printing. Note that cartridges typically do not require stirring due to their dispensing mechanism.
- Avoid mixing different pastes. Never mix used with unused solder paste. Contaminants from the used paste can significantly compromise the quality and performance of the remaining material.
- Controlled production environment: Maintain the production area within an optimal temperature range of 72° to 80°F and relative humidity (RH) of 40% to 50%. Nevertheless, geography, seasonality and facility capabilities are often beyond the engineer’s control. Selecting a solder paste that performs well in select manufacturing conditions is a key to successful outcomes.
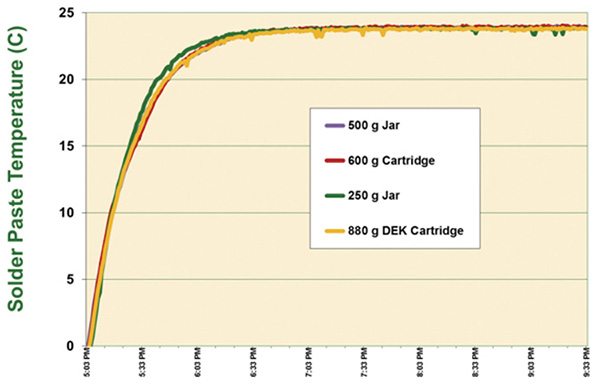
Figure 2. No clean SAC305 solder paste warming time.
From manufacturing to final application, managing the many factors that impact solder paste performance is crucial for maintaining high print quality and efficient assembly lines. By implementing stringent controls throughout the solder paste's life cycle, manufacturers and end-users can significantly reduce variability and enhance overall product reliability.
is content specialist at AIM Solder (aimsolder.com); gtowell@aimsolder.com.




