How Squeegee Blade Profile Helps Improve the Screen-Printing Process
A factorial design investigating solder paste volume under varied squeegee pressure and squeegee types.
It is generally agreed that, on average, 40% to 60% of the defects generated by a surface mount production line can attributed to the solder paste screen (stencil) printing process. This process comprises different key elements designed to work together to generate the most optimal performance and results. These elements include the following:
- Solder paste
- Stencil
- Wiper paper/stencil wiper head
- Solder paste inspection
- Stencil cleaner
- Printed circuit board
- Board support
- Squeegee.
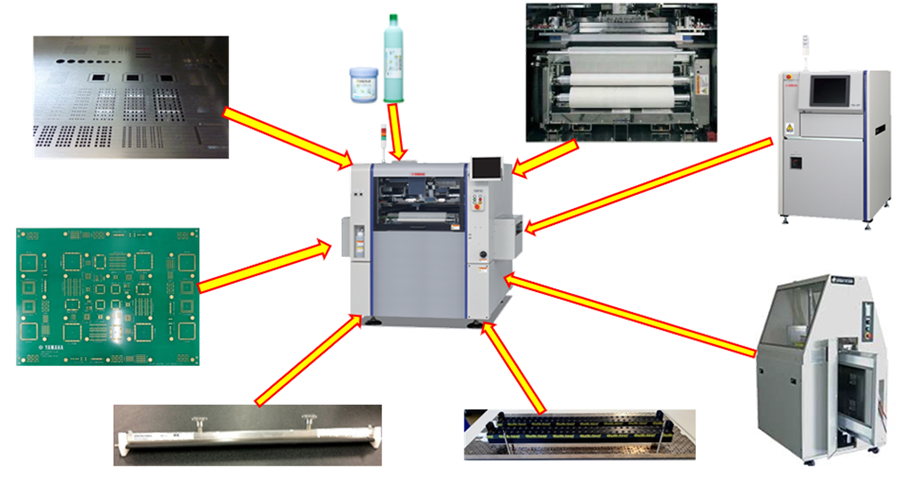
Figure 1. Key factors in the screen-printing process.
All these factors and elements have a direct effect on the printing process, some greater, some lesser, and most can be modified in some way to improve the printing process. Here, we focus on the operation and design of the screen printer squeegee itself, an internal component of the screen printer and one that performs a key role in the print process. In operation, the squeegee is a complex tool that transfers solder paste through the stencil apertures and onto the solderable pads on the printed circuit board’s surface. The Yamaha Motor Robotics Division has been constantly working to improve the design and performance of the squeegee. A factorial design is presented whereby the solder paste volume when the squeegee pressure and the squeegee type are changed is discussed.
Yamaha Motor Robotics has worked to improve the design of its 3S squeegee (Single/Swing/Squeegee) (Figure 2). The new design features a profile (Figures 3 and 4) that helps it perform better with extremely tacky solder pastes. These solder pastes require a thicker solder paste roll to achieve good rolling. But because a lot of material (paste) adheres to the blade after squeegee separation from the stencil, more material is utilized or “in play” during the printing process. When the design of a key component of the printer is changed, there is always a concern that the design change could negatively affect print results. The following experiment demonstrates the effects of the new squeegee design on print performance.
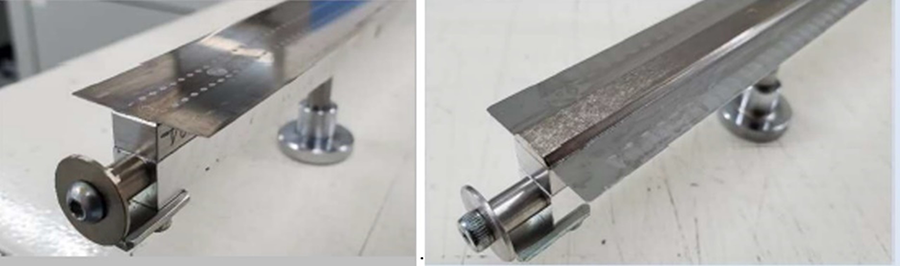
Figure 2. 3S and new 3SR squeegee.
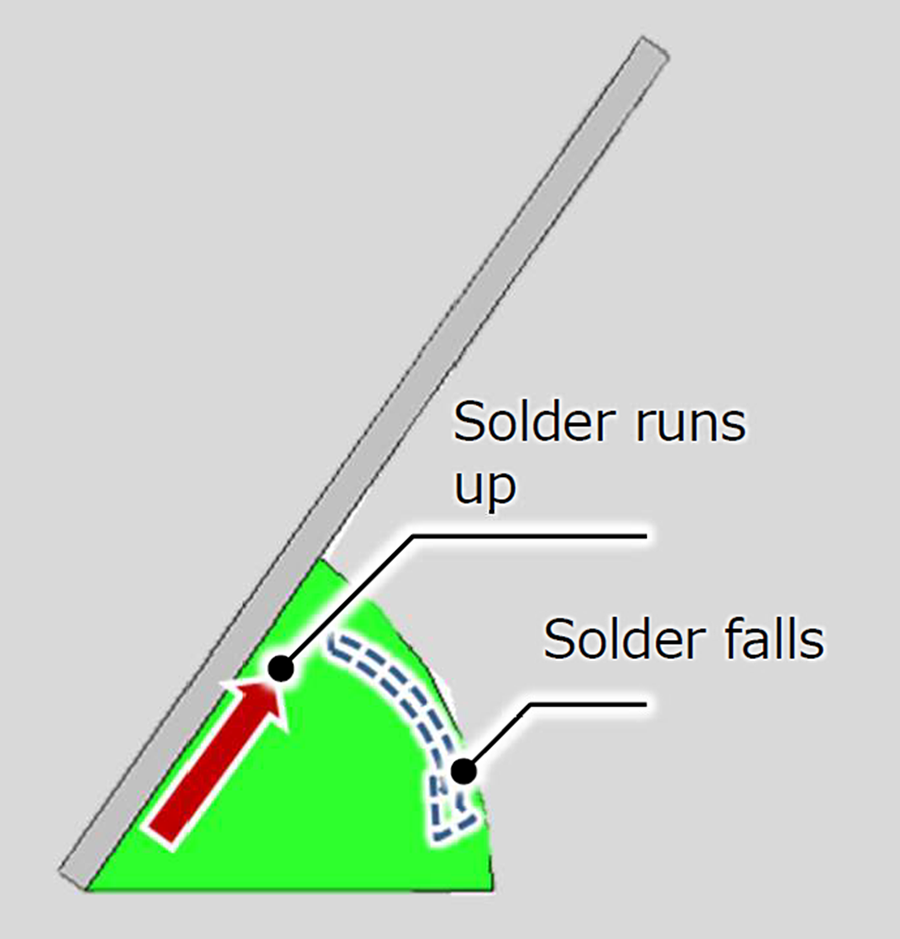
Figure 3. 3S squeegee profile.
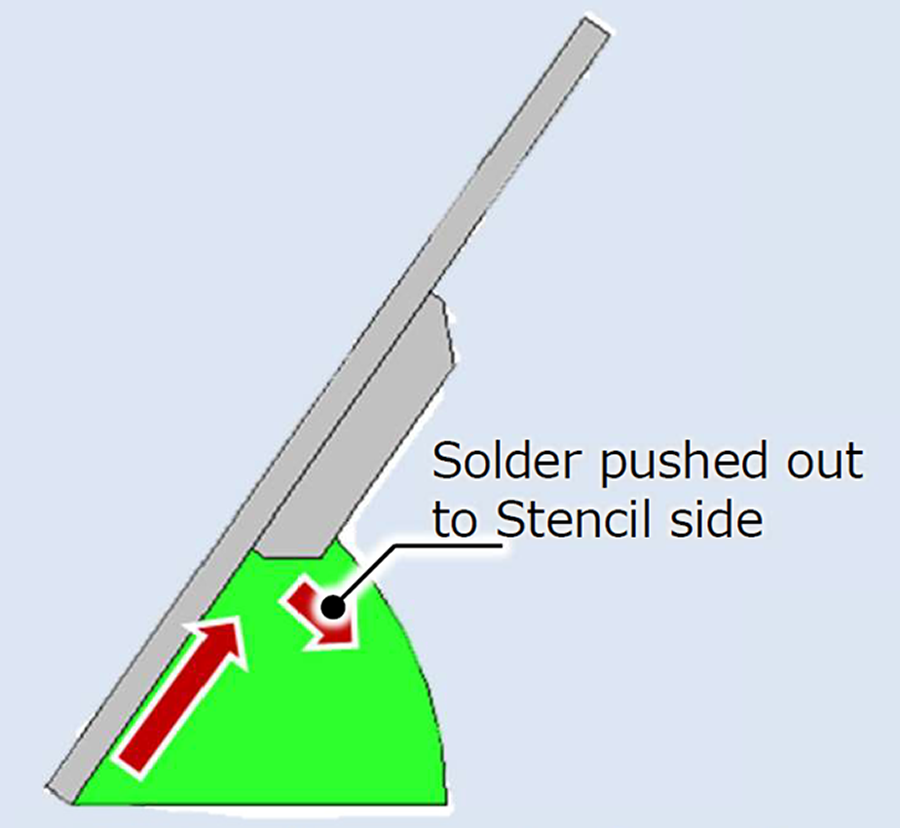
Figure 4. New 3S squeegee profile.
Experiment
Equipment and materials. The PCB coupon used to evaluate the squeegees is shown in Figure 5. A single formulation of solder paste was used for this experiment, Indium 8.9HF Type IV – SAC 305. The stencil used was a standard stainless-steel laser-cut stencil mounted on a 29" x 29" frame. A Yamaha YRP10 screen printer and YSi-SP SPI were used for the evaluation.
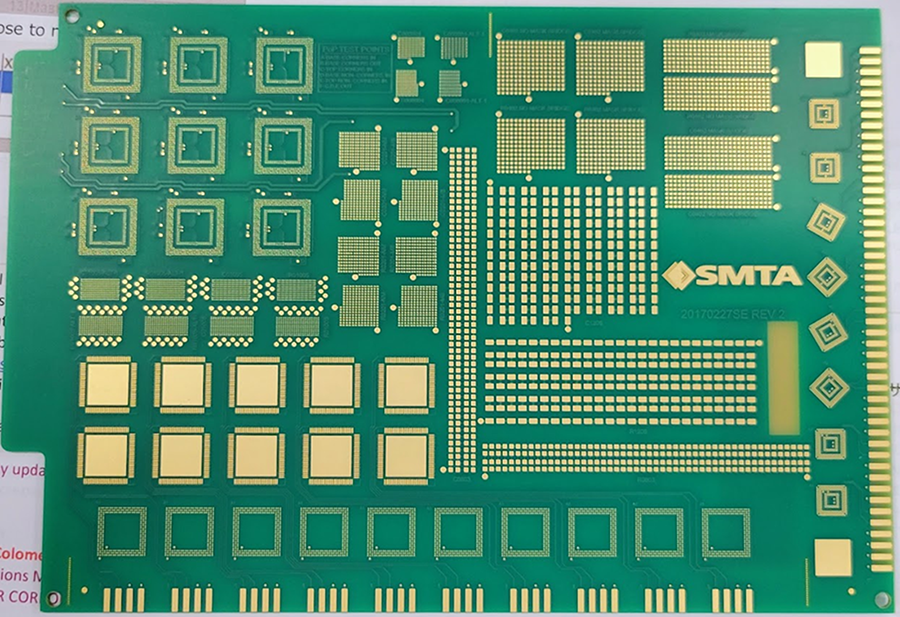
Figure 5. The test board.

Figure 6. The screen printer and SPI used for the evaluation.
DoE – Fractional factorial. A total of 12 experiments were performed, and for each experiment, 10 PCBs were automatically printed and inspected with the SPI.
Number of factors = 2
- Squeegee force
- High = 40N
- Center point = 30N
- Low = 20N
- Squeegee type:
- 3S – Squeegee
- 3SR - Squeegee
Procedure
All test runs were performed using the same screen printer, a fully automated YRP10. Only the squeegee force and squeegee type were changed per design (Table 1).
Table 1. Factorial Design of Experiment Utilized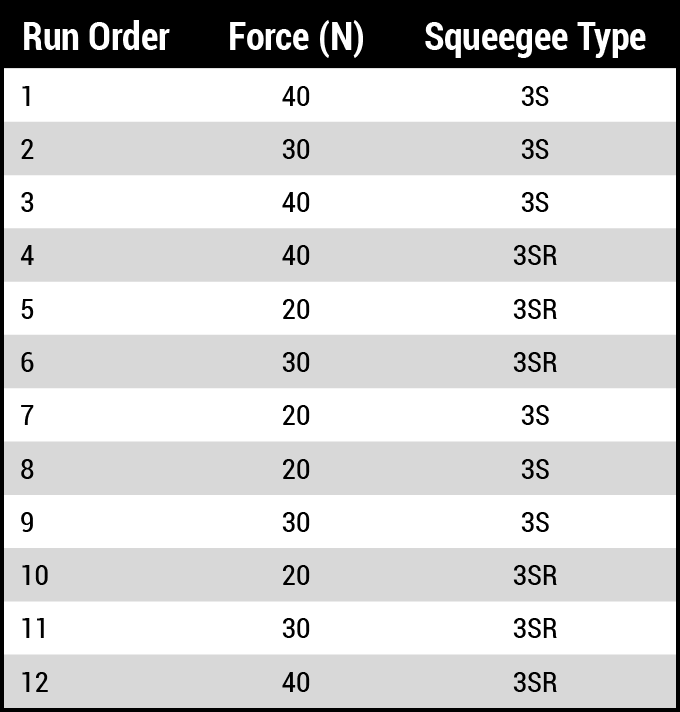
Printer process parameters (unchanged). Every run was repeated 10 times using 10 SMT PCBs. The PCBs were numbered from 1 to 10 and were run in sequence during each experiment.
Table 2. Screen Printer Common Parameters Used during Experiment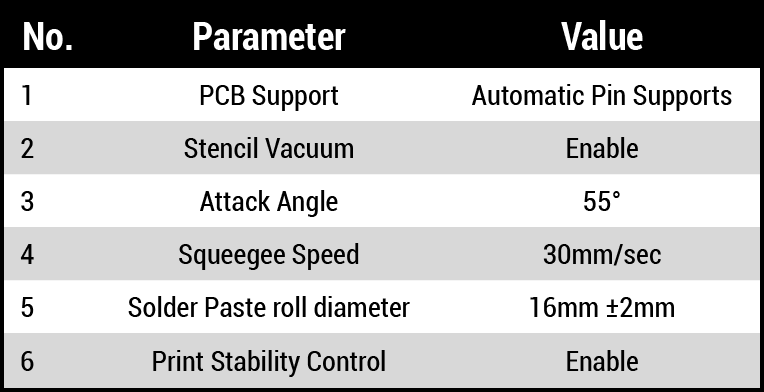
Two additional SMT PCBs were selected to perform solder paste kneading and test printing.
Before each experiment, the solder paste was kneaded for 3 min. During this process, the printers measured the solder roll diameter and added solder paste if necessary to meet the specification of a solder paste roll equal to 16mm ±2mm. After solder kneading, the underside of the stencil was cleaned via an automatic dry cleaning. Subsequently, a test print board was run and the 10 SMT PCBs were immediately processed in auto mode, without stopping and without performing underside stencil wiping during the process.
Three different components were analyzed:
- QFP → MLF100-12X12MM_P4
- Aperture size: 7.874*45.276 mils
- Stencil thickness: 2 mils
- Area ratio: 0.60
- BGA → BGA228_P5MM
- Aperture size: 10.000*10.000 mils
- Stencil thickness: 2 mils
- Area ratio: 0.80
- Capacitor → CAPC0603x03N
- Aperture size: 10.785*13.467 mils
- Stencil thickness: 2 mils
- Area ratio: 0.66
Figures 7-9 show the placement of the component types.
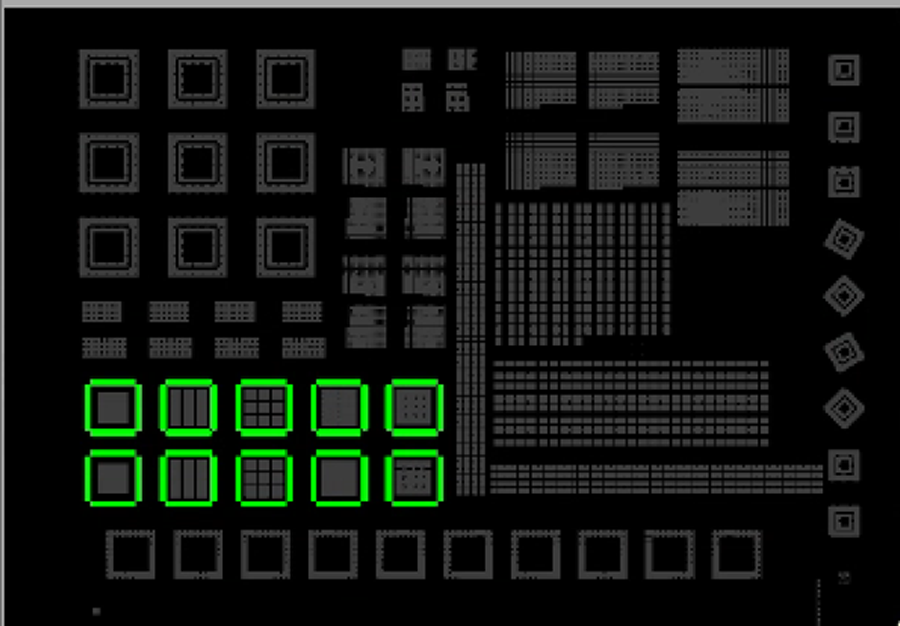
Figure 7. Locations of component MLF100-12X12MM_P4.
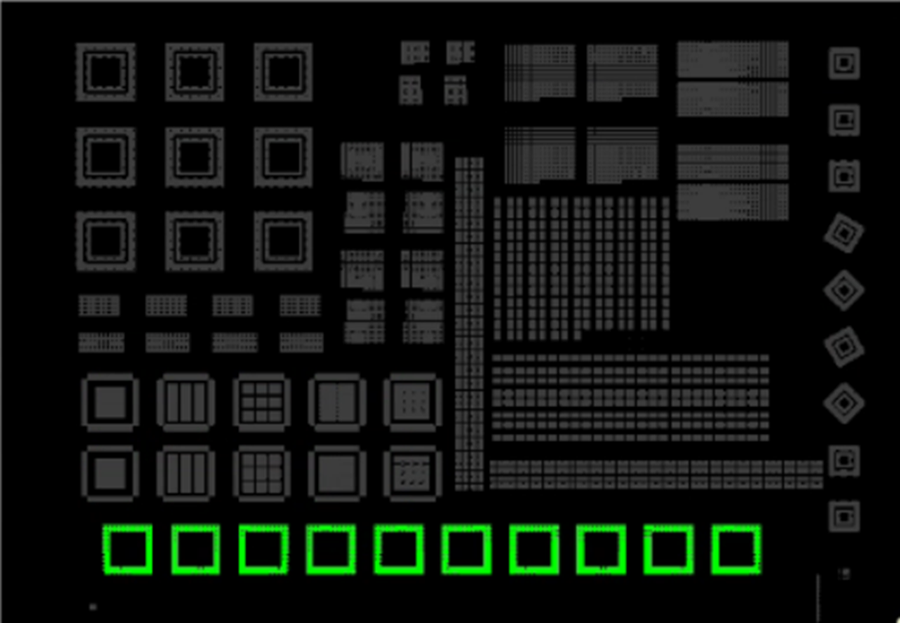
Figure 8. Locations of component BGA228_P5MM.
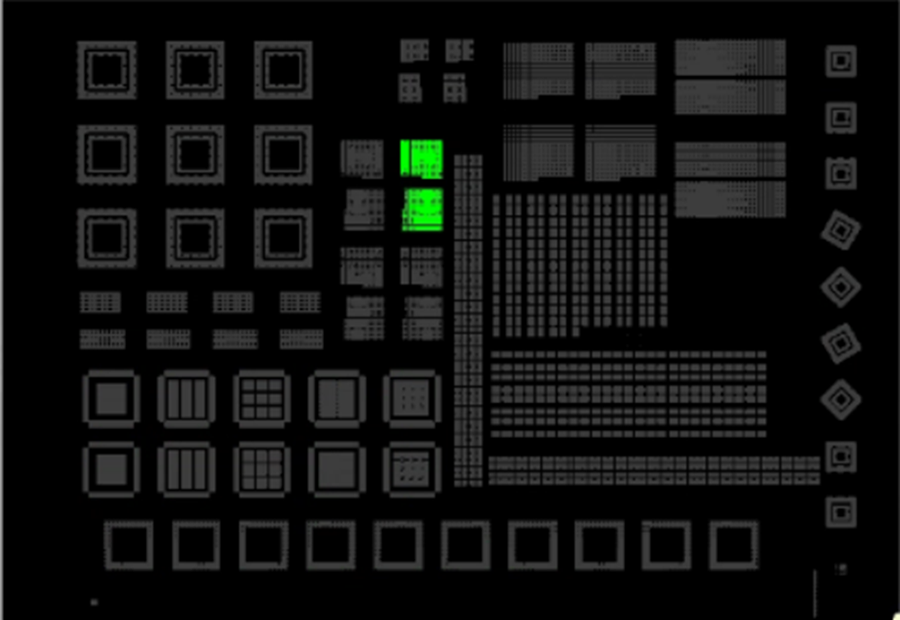
Figure 9. Locations of component CAPC0603X03N.
Results
According to the quadratic model for the volume, the test concluded that a relationship exists between the volume and model factors (squeegee type and squeegee force) only for the MLF100-12X12MM_P4 component (Figure 10). The model couldn’t predict the results for the other component types (Figures 11 and 12).
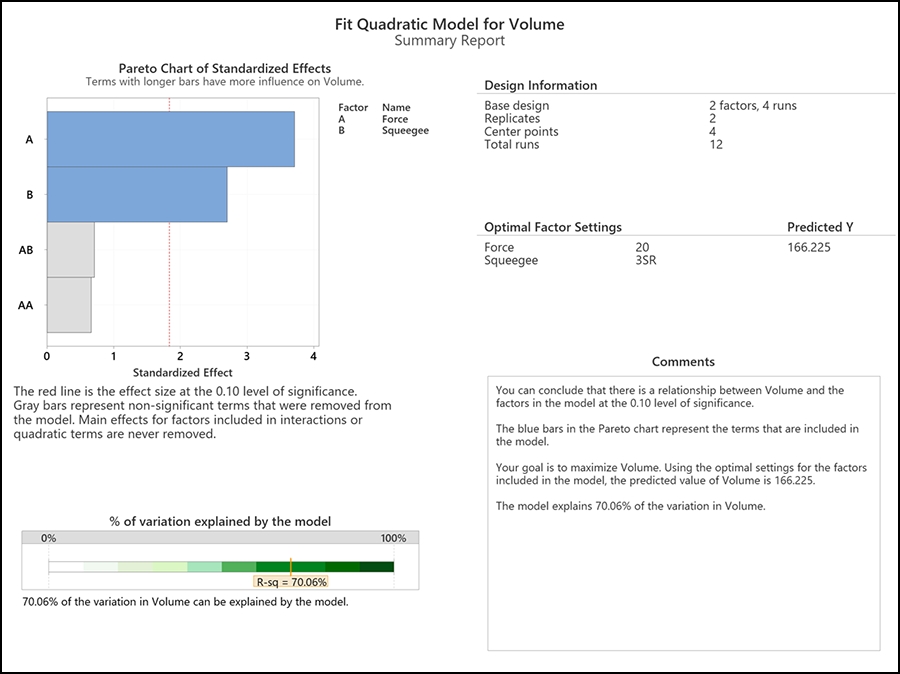
Figure 10. Fit quadratic model for volume summary reports for the QFP.
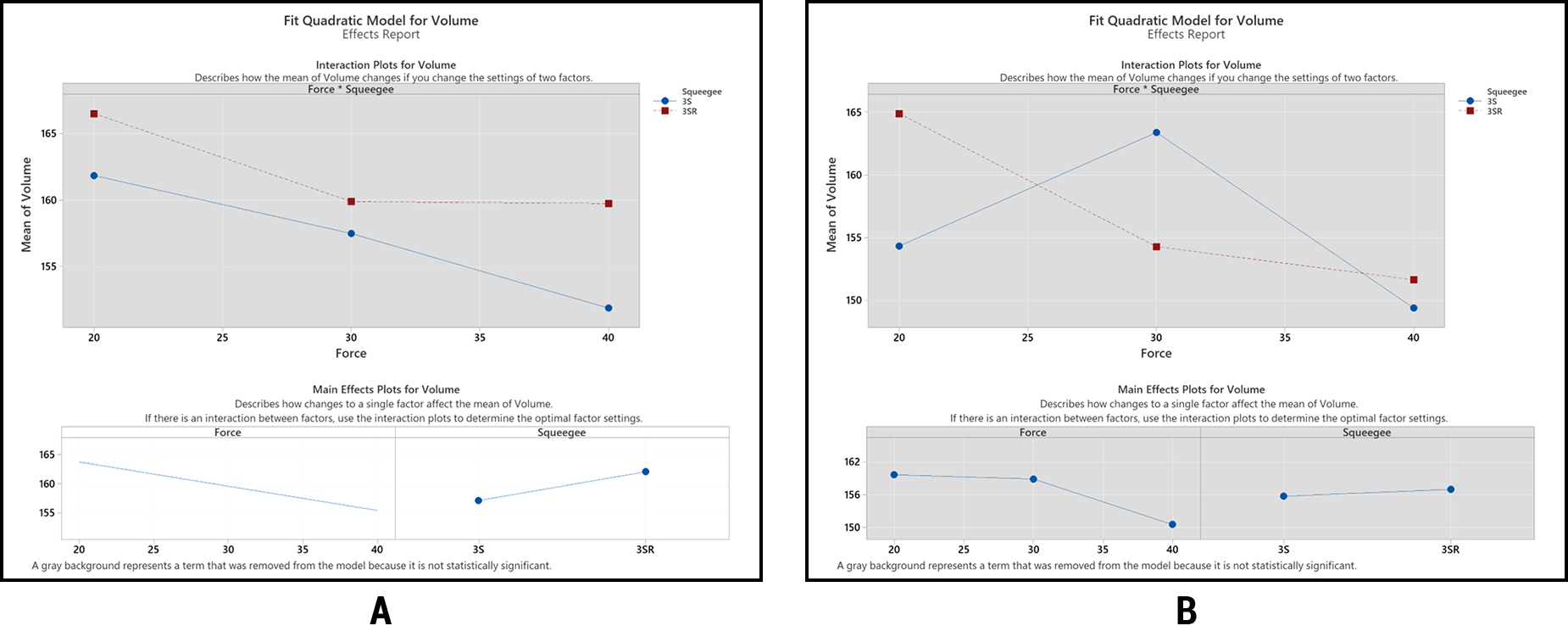
Figure 11. Fit quadratic model for volume effects report for the BGA.
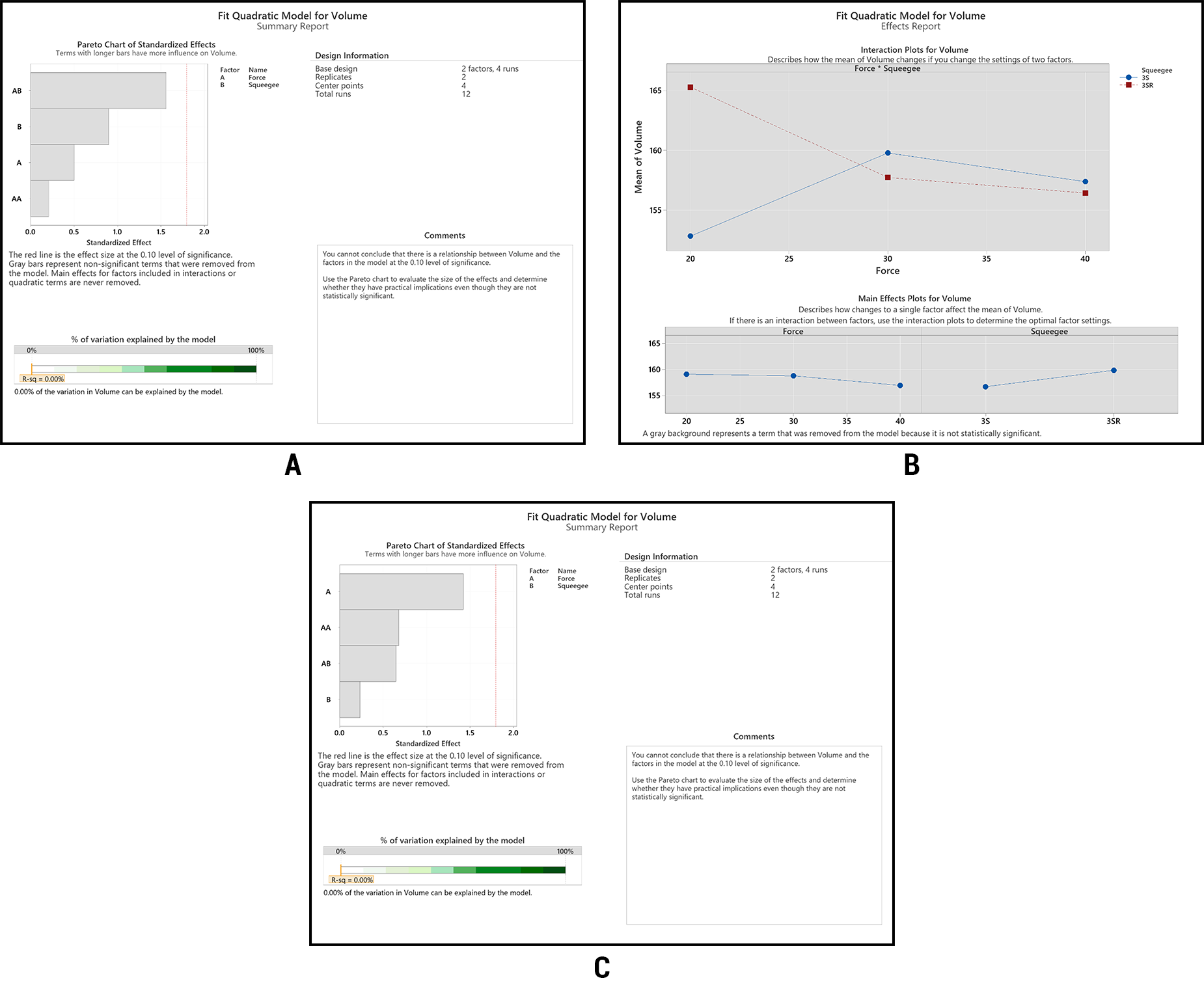
Figure 12. Fit quadratic model for volume effects report for the capacitor.
Also, we can conclude that the novel squeegee improves the amount of solder volume deposited during the screen-printing process when the novel squeegee is used.
Volume versus squeegee type. The solder volume improved when the novel squeegee was used (Table 3). However, the change is not statistically significant for all locations measured (Figure 13).
Table 3. Analysis of Variance – Volume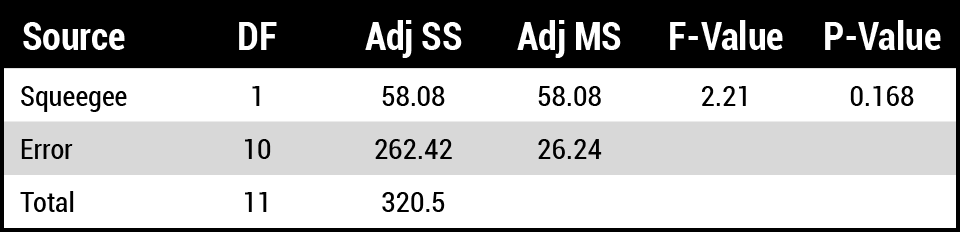
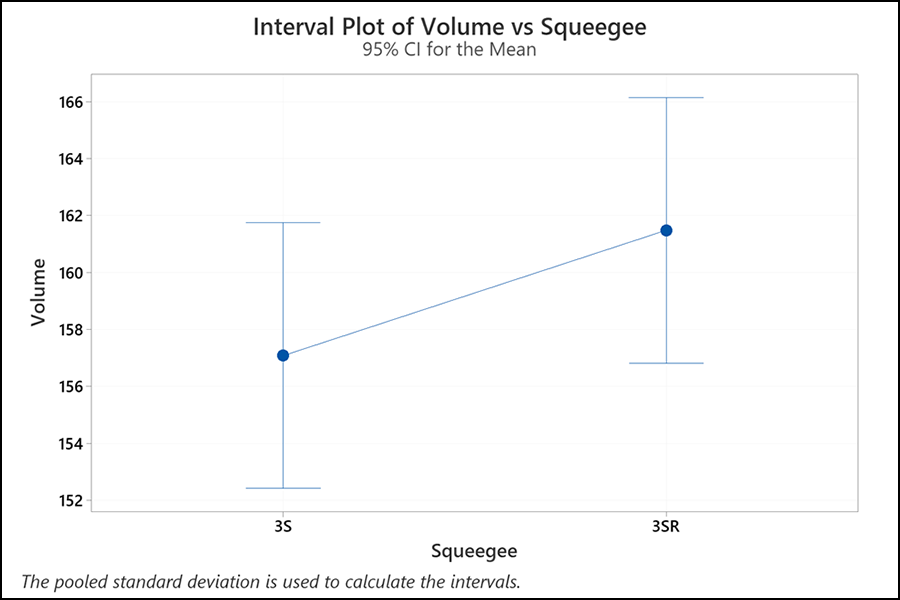
Figure 13. Solder paste volume per squeegee type per squeegee force.
Area versus squeegee type. The novel squeegee produced the most uniform solder paste deposit. It improved coverage, and variation was reduced significantly (Figure 14).
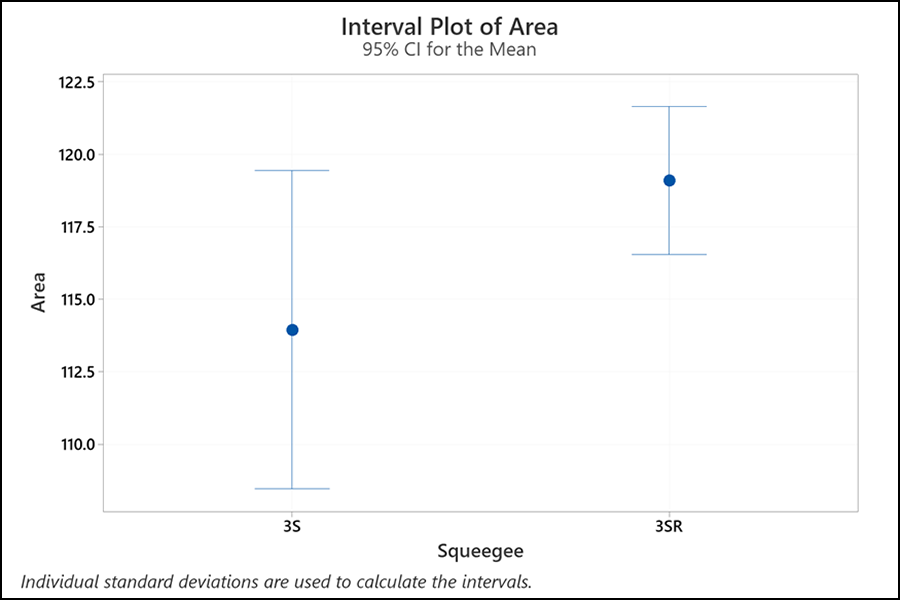
Figure 14. Amount of solder paste volume per squeegee type.
Accordingly with the analysis of variance, there is a statistical difference between squeegee types when the solder paste area is measured (Table 4). As shown in Figure 15, the novel squeegee can print solder paste with less variation and at a lower squeegee force.
Table 4. Analysis of Variance – Area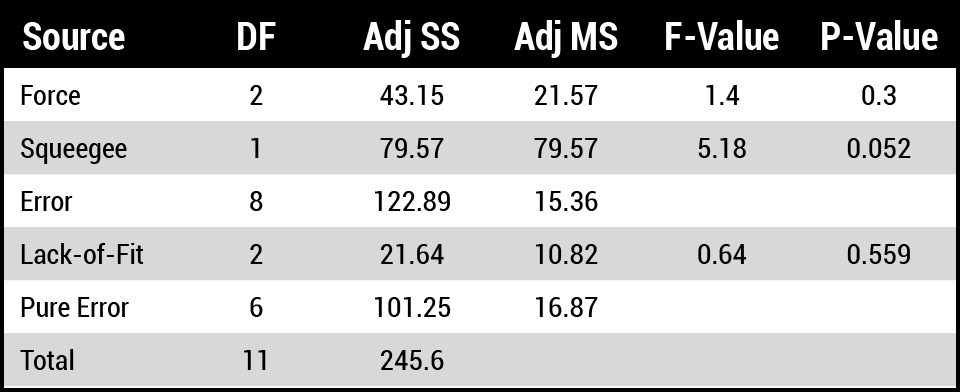
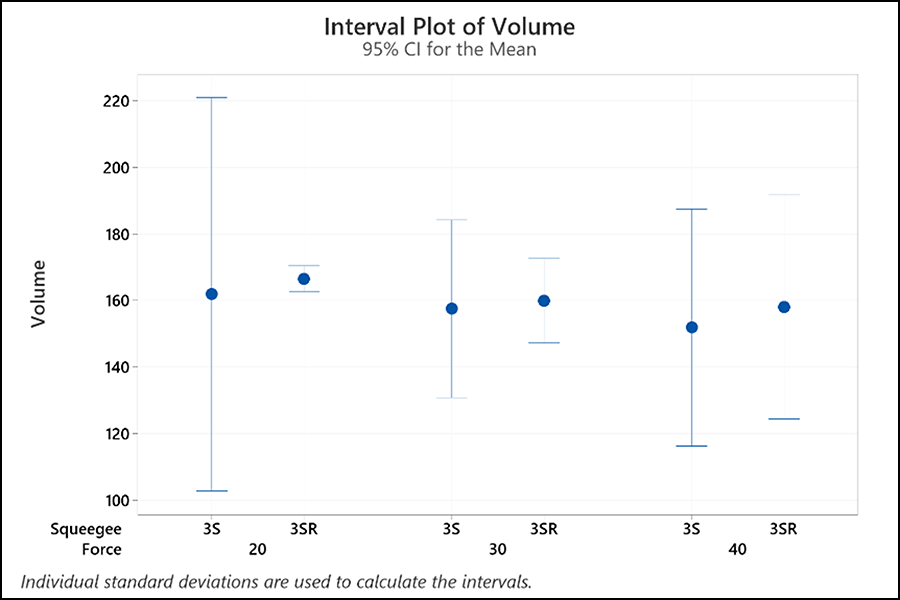
Figure 15. Distribution of the area per squeegee type.
Conclusion
Use of the novel squeegee reduced solder paste variation. This reduction was observed when using a low squeegee force value.
While the solder variation is reduced, stencil and squeegee life are also extended, in part due to the low squeegee force value required to print the solder paste through the stencil apertures.
Bibliography
- Miguel Arroyo Colomer, “Screen Printing Key Factors,” SMTA webinar, 2020.
- Koh Young, “Solder Paste Inspection India | Automated Optical Inspection,” NMTronics, accessed July 6, 2023.
- PCB GoGo, “What is Solder Paste and How to Print It on PCBs in SMT Assembly?” accessed July 6, 2023.
is product application manager at Yamaha Motor Corp. – Robotics Division (yamaha-motor.com); miguel_colomer@yamaha-motor.com.




