Understencil Cleaning Goes 3D

Pockets that catch solder particles reduce stencil wear-and-tear.
Understencil cleaning really is a process within a process (printing) and merits appropriate attention. I’ve written a lot about the elements of cleaning: tools that help improve cleaning speed, proper chemistry to ensure good solder paste removal and optimized software controls, among others. The other critical cleaning input is the fabric, or the understencil cleaning roll, and that is the emphasis of this month’s column.
For some perspective, one must understand the evolution of understencil fabrics. Historically, these cleaning materials were literally paper; they were pulp-based materials made from wood fiber. For early SMT processes, understencil paper was adequate and low cost. In fact, many manufacturers still employ understencil paper rolls today. There are, however, several challenges with pulp-based products when used in current SMT printing processes. First, the papers generally have poor wicking capability, which means the solvent will not flood onto them evenly, leaving areas of the stencil without solvent and proper cleaning action. Second, these products lack porosity so that the vacuum cannot deliver a good flow of air through them. Generally speaking, paper-based understencil rolls are not fantastic cleaning materials.
Given this, it becomes clearer as to why the industry would want to challenge the use of paper cleaning rolls. Not only have device dimensions become smaller and denser, but margins have become tighter. Controlling – and even reducing – consumable costs and raising yields are the drivers behind moving toward more capable cleaning materials. The mobile phone boards of today use stencils with very small apertures that must be printed and then cleaned thoroughly. Doing so with traditional paper will not deliver the desired result.
Modern, more sophisticated cleaning materials are engineered with polymer fibers, which are hydrophilic (“water-loving”) and, therefore, absorbent. (Incidentally, these are the kinds of fabrics that are all the rage with active wear because they wick perspiration away from the body and into the fabric.) These materials have the propensity to wick, which ensures that the cleaning fluids are dispensed and distributed evenly across the fabric roll. This characteristic is massively important to ensure complete coverage and that wicking occurs in a fast, efficient manner to speed the cleaning process and deliver comprehensive cleaning action. Not only does fast wicking improve cleaning speed, it helps reduce solvent consumption – in some cases as much as 50% – which can lower consumable costs significantly.
In addition to hydrophilic characteristics, the other new development in understencil fabrics is the integration of a 3D structure with pockets to trap and hold solder particles (Figure 1), pulling them away from the stencil. Residual solder paste material on the underside of the stencil following a print becomes locked into these pockets when the cleaning head traverses along the stencil. With paper-based products, solder materials tend to simply sit on top of the roll, making the cleaning paper more of a smearer of solder than a cleaner. This presents several problems, not the least of which is that the stencil can become damaged as solder paste gets cold-welded to the underside of the stencil. As the material layers build, thickness is added to the stencil, and gasketing performance is compromised. Fiducials and alignment marks may also become filled with solder material as the paper smears it across the stencil. Having integrated 3D pockets eliminates these issues by locking the particles away from the stencil as cleaning is taking place. What’s more, because the newer-generation cleaning rolls are constructed of polymer fiber, they are lint-free and Class 1000 clean room certified. The dimensions associated with 0201s, 03015s and 0.3mm CSPs demand such contamination-free printing processes.
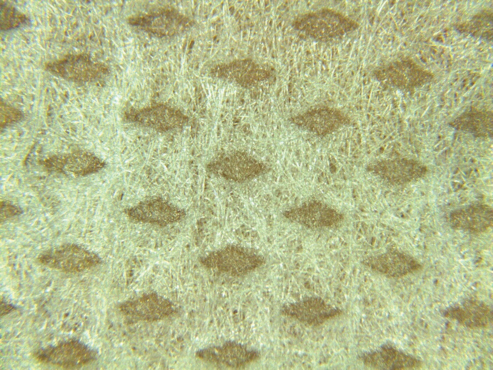
Figure 1. The 3D structure of newer understencil cleaning fabrics traps and secures solder material away from the stencil during the cleaning process.
Finally, engineered fabrics have porosity superior to that of pulp-based products and have been designed with a specific flow rate and consistency. When paper products are constructed, the pulp fibers are linked together in a random pattern; not only is it difficult to get vacuum through them, but the materials vary from batch to batch. In the very near future, the industry will be faced with 150µm apertures, and pulling material out of them and into 3D structured fabrics that have excellent wicking will be a must.
Superior fabrics, 3D integrated structures, good porosity and zero lint all combine to progress the next-generation of SMT cleaning processes and enable electronics assembly specialists to conquer miniaturization and the necessary evil with confidence.
is global applied process engineering manager at ASM Assembly Systems, Printing Solutions Division (asmpt.com); clive.ashmore@asmpt.com. His column appears bimonthly.




