

2005 Articles
Keep It Clean!
Environmental chamber cleanliness has a direct impact on product performance.
Sometimes the reason for cleanliness-related reliability concern comes not from assembly process and handling but instead from actual quality and reliability testing. Environmental chamber cleanliness has created substantial problems for several of our customers. Waters and cleaners used in environmental chambers can possess ionic residues that condense and deposit on boards. It is important to monitor these chambers for cleanliness to prevent harmful contaminants from being introduced onto finished assemblies and causing field failures.
Recently, we have been involved in process monitoring and failure analysis for a manufacturer of high density assemblies. The manufacturer was seeing dendrites and a visible white residue that appeared in a drip pattern around a VHDM connector. The boards were double-sided no-clean assemblies using SMT and through-hole on FR-4 laminate. FTIR analysis showed only flux residues. SEM/EDX showed a concentration of tin, lead, oxygen and copper, indicative of electromigration-related failures. Using ion chromatography we analyzed the localized connector and housing areas where white residue and dendrites appeared. Our findings showed high levels of chloride and sulfate residues, which are often found together in tap water, but we had yet to diagnose the root cause of the failures.
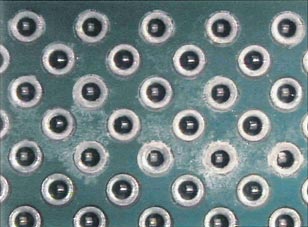 |
| A closeup of a drip trail under a VHDM connector caused by water condensing and dripping down on the assembly. |
After examining the steps in the assembler’s process, we analyzed the cleanliness of an ESS chamber used after assembly in a Malaysian plant. We analyzed the cleanliness of the filter and desiccant, both used and unused. We also took wiping samples and foil samples from inside the chamber. All samples were analyzed using ion chromatography per IPC-TM-650, 2.3.28. Variability was plentiful among the foil and wiping samples, but many of the samples showed high levels of chloride residues (Table 1). Examination of the filter and desiccant showed very high levels of chloride residues, while unused samples and foil blanks showed low levels of residues.
Our findings indicated that chloride residues were being deposited on the boards during ESS/burn-in testing. Contaminated tap water was permitted to condense and drip onto the sensitive VHDM connector, causing electromigration to propagate and triggering field reliability concerns. To prevent the introduction of this contamination, we set up a cleaning protocol for the ESS chamber using Scotch Brite pads and 10 M� deionized water working from the top to the bottom of the chamber. The chamber should be scrubbed at least three times using this method, then thoroughly wiped with a lint-free cloth and DI water, making sure to clean all vents and air inlet openings. Then, the chamber should be wiped three times with isopropyl alcohol using non-polyester critical contact wipes. The filter and desiccant need to be replaced, and clean DI water used when testing in the chamber is resumed.
This case is one of several we have encountered that exemplify how critical chamber cleanliness can be to long-term field performance. We developed a cleaning program and rescue cleaned these no-clean assemblies for this manufacturer, but these frustrating problems could have been prevented by ensuring that chamber equipment and disposables were free of harmful ionic contaminants.
Terry Munson is with Foresite Inc. (residues.com); tm_foresite@residues.com. His column appears monthly.






Press Releases
- RBB Welcomes Shawn Myers as Engineering Project Manager
- ECIA’s Market Sentiment Index Average Hits Five-Year High in June Industry Pulse Survey
- Incap Slovakia invests in cleanroom capability to support semiconductor manufacturing requirements
- Orbit Technologies accelerates growth and doubles production capacity with Europlacer iineo placement machine