

2005 Articles
Tin Whisker Management Guidelines

Although full understanding of whisker growth is lacking, these specifications and practices will reduce risks.
Despite more than five decades of research on tin whiskers, there is no consensus on the mechanisms that control whisker growth, although much progress has been made. We do know that tin-based plating – the preferred surface coating for leads on electronic components – can be susceptible to the formation of needle-like protrusions, or whiskers, especially when pure tin or high tin content alloys are used. Tin whiskers have been measured at maximum lengths of up to several hundred microns. These whiskers could seriously impact product reliability. If they grow to critical lengths in service, whiskers could cause electrical shorts, disrupt moving parts and degrade RF/high-speed performance. For years, manufacturers controlled tin whiskers by adding small amounts of lead, but as we quickly move toward Pb-free electronics, we must again address the risks associated with the use of pure tin.
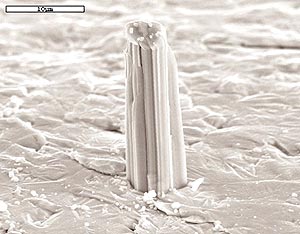 FIGURE 1: The whisker shown appeared on a 64-LQFP with base material of CDA194 and a matte Sn finish (10 µm thick) which was reflowed after plating at 245°C in an SMT reflow oven. The whisker grew after 1000 thermal cycles from -55° to +85°C. Whisker length is ~25 µm. |
Although there is no scientific consensus on whisker formation and growth fundamentals, many agree that compressive stress in the tin film is the fundamental driving force behind whisker growth. Certain factors have been identified that promote or accelerate their growth. High humidity conditions result in increased oxygen penetration in tin finishes with associated increases in tin oxides and resulting stress. High humidity may also increase the rate of tin grain boundary or surface diffusion, which affects tin whisker growth. Temperature may either increase or inhibit tin whisker growth. Excessive temperature results in stress relief by mechanisms other than whisker growth. At temperatures between 20° and 50°C, the Cu6Sn5 intermetallic forms quite rapidly (within a few days), adding to stress in the plated film. Mismatch of the coefficients of thermal expansion between tin and base materials results in stress during thermal cycle conditions, which drives whisker growth. Although whiskers can grow rapidly under high compressive stress conditions, incubation times before whiskers begin to grow can be very long, extending into many years. The mechanism(s) for the necessary movement of tin atoms within the structure is still under considerable debate.
In 2001, iNEMI embarked on a series of experiments to find accelerated tests for tin whiskers. It quickly became apparent that standard accelerated test conditions (e.g., higher temperature, humidity and thermal cycling) were not going to provide a nice, clean set of tests that would predict whisker growth. However, industry was racing to introduce Pb-free electronics and needed some methodology for ensuring reliability of tin coatings. After much discussion, iNEMI members embarked on a serial methodology to minimize reliability exposure. The first step was to define a set of test conditions that would promote tin whisker growth and to recommend a protocol for inspecting whisker growth and data recording. The second step was to gain fundamental understanding of whisker formation. The third step was to develop acceptance test criteria and mitigation practices that would provide an interim way to minimize reliability exposure of long life, high-reliability electronics systems.
The factors that promote or accelerate tin whisker growth and the observed incubation periods under test conditions provided the foundation for JEDEC standard JESD22A121, Measuring Whisker Growth on Tin and Tin Alloy Surface Finishes.1 The iNEMI project team recognized that, without knowing acceleration factors, it would not be possible to write a qualification specification; but using what is known along with engineering judgment, it should be possible to write an acceptance specification. Extending these test methods into an acceptance test standard has been a challenging proposition. Although JESD22A121 specifies a standard set of tests for measuring tin whisker growth, there is no way at this time to relate these tests to field conditions with any reasonable degree of certainty.
Who is the iNEMI Tin Whisker User Group?This group is made up of 11 large manufacturers of high-reliability electronics assemblies that annually purchase billions of dollars of components. They are: Agilent Technologies, Alcatel, Celestica, Cisco Systems, Delphi Electronics & Safety, Hewlett-Packard, IBM, Lucent Technologies, StorageTek, Sun Microsystems and Tyco Electronics. |
The iNEMI Tin Whisker User Group published recommendations for acceptance test requirements in July 2004,2 and subsequently submitted these specifications to JEDEC and IPC for creation of a formal standard. The JEDEC standard JESD 201, Environmental Acceptance Requirements for Tin Whisker Susceptibility of Tin and Tin Alloy Surface Finishes, has passed a committee ballot and will be submitted to the JEDEC board of directors. Publication is expected late in the first quarter of 2006.
Since current plating and whisker test methods neither guarantee the prevention of tin whisker growth nor accurately predict whisker growth or whisker lengths, iNEMI’s recommendations, which are integrated into JESD 201, take a threefold approach to reducing the risk of tin whiskers for high-reliability applications. The first requirement is that a viable mitigation practice – known techniques or materials that prevent the formation of whiskers, or delay or retard their growth – be used with the component finish. The second requirement is that acceptance testing be conducted. This testing of the surface finish material set and manufacturing processes includes a defined set of base metals, underplating metals, surface finish alloy, surface finish bath chemistry and process flow steps. Finally, process control of the tin plating at the supplier is a key variable. Certain variables are known about the plating process that affect whisker growth, but definitive information on all the needed controls is not available, making it difficult to define process controls in a specification. Both the iNEMI document and the JESD 201 draft provide guidelines for an ongoing monitoring program aimed toward minimizing exposure.
While the iNEMI-recommended approach cannot eliminate the chance of a whisker-related failure in service, it will significantly reduce the risk of whisker-related problems. The specification outlines 1) test methods for measuring tin whisker growth (based on JESD22A121); 2) acceptance procedures for tin and tin alloy surface finishes, including preconditioning requirements; 3) acceptance criteria, which define the maximum allowable whisker lengths for four product classes; 4) an ongoing tin whisker monitoring program.
Mitigation Practices
Participants in the Tin Whisker User Group currently require suppliers to follow the iNEMI-recommended mitigation practices for class 2 products, and have recommended that this requirement be included in JESD 201. (Class 2 products include high-reliability business applications such as telecom infrastructure equipment, high-end servers, test equipment, etc.) Acceptable mitigation practices are detailed in the Tin Whisker User Group’s Recommendations on Lead-Free Finishes for Components Used in High-Reliability Products.3 These practices are included in the pending JEDEC/IPC joint publication JP-002, Current Tin Whisker Theory and Mitigation Practices Guideline, expected to be published in the first quarter of 2006.
Some examples of mitigation practices for the industry-preferred matte tin plating include: fusing the tin plating (reflow above 232°C) within a short time after plating; using a hot dip tin or tin alloy finish (SnAgCu is the preferred alloy) rather than plating; using a Ni-plated barrier layer between the base material and the tin; annealing/heat treating (150°C for one hour) within a short time after plating.
Table 1 lists examples of whisker lengths recorded when using various mitigation practices. Impurities in the bath can have a significant effect on compressive stress in the finish which may result in different tin whisker growth performance. iNEMI has found it possible to get conflicting data on the same finishes and also on the same mitigation practices from different users. Process repeatability is critical. Both a viable mitigation practice and testing of the finish are required to reduce the risk of tin whiskers to the end user.
Test Conditions and Duration
Acceptance testing is used primarily to verify the effectiveness of the mitigation and plating practices. The iNEMI guidelines for acceptance testing require use of the three testing conditions outlined in JESD22A121, which provides for two isothermal and one temperature cycling condition, per Table 2. Table 2 also shows the testing intervals and total duration originally recommended by the User Group.
Based on ongoing industry discussions, recommendations for a few of these specifications have been revised. For example, the High Temperature/ Humidity storage test was changed to 55°C, with relative humidity of 85%. These changes minimize the risk of condensation in the test chamber, which can cause corrosion, confounding test results.
Another important issue is the minimum duration of the two storage conditions. Users want some confidence that whiskers will stop growing, and suppliers want as short a test as possible.
JESD22A121 recommends a minimum of 3,000 hrs. for the two storage conditions. With additional industry discussion, that recommendation has been increased to 4,000 hrs. for acceptance testing. Some experimental data suggest that there is a period of time during which whiskers do not appear. This incubation period depends on lead finish, thickness of the finish and substrate characteristics. If test durations are too short, whiskers will not be observed. The 4,000 hrs. required for the two storage conditions ensures that the incubation period for tin whisker growth has passed. Data from iNEMI testing found very few whiskers at 2,000 hrs., and many more at 3,000 hrs. For some finishes, only a few parts had whiskers at 3,000 hrs., indicating the need to go longer.
Initial acceptance testing recommendations from the iNEMI Tin Whisker User Group called for testing to saturation, the point at which whiskers stop growing. Because there is no acceleration factor, the User Group felt that saturation was necessary. The rationale was that, if there is a point where whiskers stop growing under test conditions, the whisker lengths are probably representative of the lengths that would occur in the field. Although the test results cannot be related to the field directly, it gives the user greater confidence that long whiskers will not occur in the field if they did not occur on test.
However, significant concerns about the repeatability of whisker length measurements were raised, making it difficult to determine when saturation of whisker growth actually occurred. Studies using optical measuring equipment showed that measurement repeatability was rather poor, which is a problem. This issue is being actively addressed with improved optical equipment and inspection fixtures, but verification by SEM is still needed.
The final result of these discussions in the JEDEC committee was to require a total of 4,000 hrs. in test for both storage conditions. Saturation may or may not occur during this time. The saturation requirement was removed based primarily upon concerns with measurement repeatability. n
Ed.: Part two discusses conditioning and allowable whisker length and will be published next month.
References
JEDEC, JESD22A121, “Test Method for Measuring Whisker Growth on Tin and Tin Alloy Surface Finishes,” May 2005 (based on recommendations of the iNEMI Tin Whisker Accelerated Test Project).
iNEMI Tin Whisker User Group, Tin Whisker Acceptance Test Requirements, July 28, 2004.
iNEMI Tin Whisker User Group, Recommendations on Lead-Free Finishes for Components Used in High-Reliability Products, version 3, May 2005.
Bibliography
G.T. Gaylon and Ron Gedney, “Avoiding Tin Whisker Reliability Problems,” Circuits Assembly, August 2004.
Joe Smetana, “Minimizing Tin Whiskers,” SMT, August 2005.
All iNEMI documents can be found at inemi.org/cms/projects/ese/tin_whisker_activities.html.
Joe Smetana is principal engineer, advanced technology, Alcatel (alcatel.com), a distinguished member of the Alcatel Technical Academy, chair of the iNEMI Tin Whisker User Group and a member of the JEDEC and IPC tin whisker standards committees; joseph.smetana@alcatel.com. Ron Gedney is a consultant to iNEMI’s Pb-free and tin whisker projects; rgedney@nemi.org.





