

Why Preheating is Important for Selective Soldering

Avoid molten solder on the pad, which could minimize pad material dissolution.
Large, high-mass assemblies are a challenge for any soldering process, but are particularly troublesome for selective soldering, where process heat is applied only to the bottom side of the assembly. Such boards require continuous, real-time topside preheating during the selective soldering process.
For this reason, we often find selective soldering machines equipped with a preheating module that applies heat to the top side of the PCB during soldering. For high-mass assemblies, topside preheating promotes the draw of the solder through the barrel to the top side of the board, enhancing solder fillet formation. The implementation of internal continuous preheat during selective soldering improves thermal distribution and solderability of difficult assemblies.
This type of topside preheating configuration is not practical or possible on machines that grip and robotically move the PCB, since the preheater would need to travel with the board, and the gripper simply is in the way. A topside heating module can be used as the primary preheating function, or to maximize productivity when used in combination with optional discrete preheaters to maintain board temperature during soldering. Some systems are equipped with an optical pyrometer that reads the actual PCB temperature during the process and provides closed-loop control. The importance of proper closed-loop preheater control based on PCB temperature cannot be overemphasized.
Our selective soldering systems typically run solder temperature in the 300°-325°C range. It is important to remember we are replacing/emulating hand soldering, where the soldering iron tip temperature is around 375°C. We are not reproducing wave soldering. Molten solder has significant thermal capacity and heats the solder site much more rapidly than the conventional iron, overcoming most of the difficulties soldering heavy pins. However, on thermally demanding sites or thick multilayer boards, preheating contributes significantly to the outcome quality and provides two distinct advantages. First, the process is expedited significantly, depending on the thermal mass the wave would need to heat. Second, the molten solder does not need to dwell on the pad any longer than necessary, thereby minimizing dissolution of the pad base metal. (This can be a big problem with Pb-free alloys due to the aggressive behavior of molten tin.)
Another option is the use of both standalone and inline preheaters for high production systems. These units raise board temperature while the previously heated board is being fluxed and soldered in the selective machine. However, on extremely demanding boards (e.g., backplanes) with many sites to be soldered (and with a long soldering process time, such as 5 min. or more), the board may partially cool, causing a gradual change in the process, and thus negatively affecting solder joint quality. Therefore, for maximum productivity when processing such boards, use of both inline and on-board preheaters (in concert) is recommended.
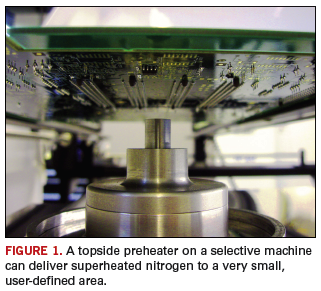
Mention preheating, and most people envision a flat panel or array of lamps, but selective soldering machines can focus and control superheated nitrogen delivery to a very small, user-defined area of an assembly (Figure 1). This preheater type is appropriate for soldering operations where large area bottom-side or topside preheating are not feasible, and in situations where extended preheat cycles or solder dwell times represent a danger to the subject component or adjacent components.
We find this is a good method to proportionately control a number of critical parameters, including ramp-to-temperature, volume of flow, and dwell time, creating a true small-area pre-heat profile. Used in conjunction with a machine’s nozzle and nitrogen cap design, the user in many cases can program the delivery of the right amount of nitrogen, with the proper profile, through the solder nozzle before the solder can begin to flow, effectively preheating and preparing the soldering site with the protection of nitrogen, which is usually at the solder liquidus temperature, without any oxidation or degradation. It’s just another effective tool in the selective soldering user’s arsenal.
Alan Cable is president of A.C.E. Production Technologies (ace-protech.com); acable@ace-protech.com.






Press Releases
- Javad EMS Upgrades Through-Hole Soldering Capacity with New SEHO PowerWave System
- Sharpen Your Selective Soldering Skills with Kurtz Ersa's July VERSAFLOW 4/55 Training
- Omron Advances Inspection Technology with NVIDIA Omniverse and Metropolis
- Seika Machinery’s SMI 2026 Webinar Series Continues with Focus on PCB Cleaning Before Solder Paste Printing