

Mechatronics Assembly Techniques You Should Be Using in 2025
Ten techniques to ensure a smooth end-to-end process.
From medical devices to monitoring systems, products are becoming smaller, smarter and more complex to manufacture, making mechatronics assembly the bedrock of innovation for forward-thinking OEMs. Modern mechatronics manufacturing no longer focuses solely on mechanical integration; it now fuses electronics, sensors, software and control systems in ways that demand tighter tolerances, smarter testing and leaner processes. Although core techniques remain relevant, recent developments in mechatronics assembly – such as the integration of Industry 4.0 technologies, automation and AI – means more modern techniques are emerging.
To meet the high level of skill, precision, accuracy and consistency that today’s mechatronic assemblies demand, here are 10 advanced mechatronic assembly techniques that ensure a smooth end-to-end process.
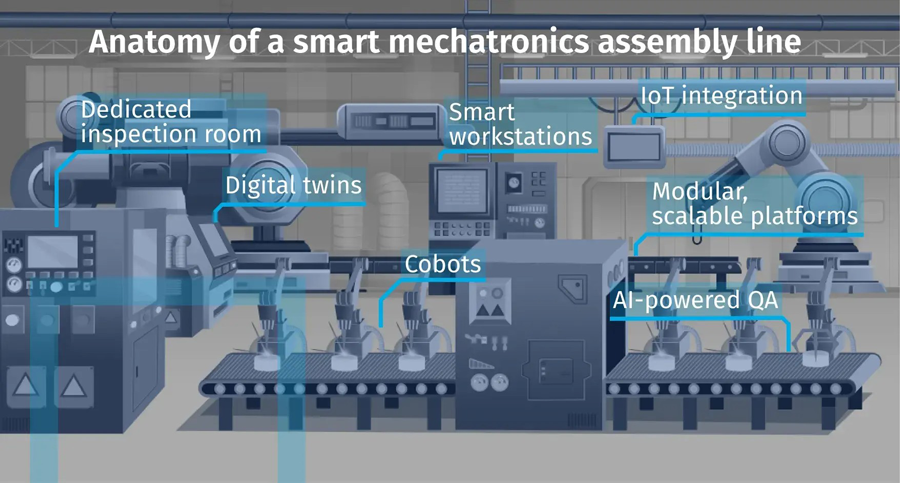
Figure 1. Anatomy of a smart mechatronics line.
1. Organize purchasing teams into clear commodity groups. Because mechatronic assemblies tend to feature bespoke metalwork, you must build a broad and robust supply chain that delivers high-quality parts as needed. A well-structured procurement team is the first line of defense against supply chain disruptions, component shortages, quality issues and pricing volatility. By organizing experts into commodity groups – mechanical, electronic, plastic, PCB, etc. – each buyer can focus their skills and efforts on one specific area. For example, one person may purchase sheet metal while another is responsible for all the machined parts. This approach encourages excellence, as each specialist can develop deep supplier relationships and sourcing strategies for each category. This leads to better negotiation power, supply-chain resilience and effective design feedback loops.
2. Set up an inspection room. A dedicated inspection room ensures that each part of a mechatronic assembly – especially safety-critical components – looks and functions as specified, with consistent visual, dimensional and functional checks at every stage of the process.
Often, builders won’t find issues until the physical build takes place as, individually, the parts produced will pass initial quality checks. But problems such as wrong dimensions, missing cut-outs in metalwork, incorrect paint or anodizing finishes, scratches to front panels, etc. can and should be picked up beforehand.
The inspection room should include calibrated equipment like height and surface measuring instruments, digital calipers, mechanical micrometers and high-magnification microscopes. Any issues found either at material level or during build should be fed back to the purchasing and engineering teams to implement corrective actions.
3. Invest in 3-D CAD modeling packages. It is well worth investing in a 3-D computer-aided design (CAD) modelling package to support collaboration among design, manufacturing and quality teams. This software reduces the time it takes to design a product and improves quality and delivery during the build process. Many software packages available today simulate real-world scenarios, which bring a design to life. This process helps to identify potential tolerance issues during the mechatronics build, enabling prevention before work starts.
4. Implement a robust test strategy. Testing ought to be at the heart of everything an OEM does. After all, if the product doesn’t work properly, the entire manufacturing process is rendered useless. A good test plan reduces field failures, accelerates compliance approvals and feeds back into design improvements. Testing is especially important in mechatronics manufacturing because the addition of moving parts requires them to operate at high and low tolerances while interacting with stationary parts, adding complexity. Therefore, a robust test strategy ensures the product is functionally tested to meet the end-user’s requirements.
5. Adopt digital twin technology. Digital twin technology creates a virtual replica of the product and the production process, permitting simulation, monitoring and optimization of mechatronic assemblies before they hit the physical production line. In mechatronic assembly, this means virtually assembling components to test tolerances, thermal performance and interdependencies between mechanical and electronic systems before committing physical resources. This helps proactively identify and mitigate issues during the design or prototyping stages, avoiding costly revisions in later production phases.
6. Set up smart workstations with IoT integration. Smart workstations combine digital guidance, torque-controlled tooling, barcode scanning and connected sensors to create a closed-loop manufacturing environment. Each assembly step is validated in real time, and deviations are flagged instantly, improving traceability and reducing operator error.
IoT integration, a hallmark of Industry 4.0 technology, takes it a step further by connecting machines, materials and personnel into a real-time data network. For example, when a part is assembled outside of its specification at any point, it’s instantly logged and reported, supporting real-time corrective action and data-driven process refinement.
7. Use modular, scalable assembly platforms. A modular platform strategy transforms rigid manufacturing setups into reconfigurable, future-ready assembly environments. Workstations are designed to be retooled or repurposed quickly, making it easier to switch between products or scale production based on demand without sacrificing throughput. This is ideal for OEMs that need to pilot new products, support multiple variants or respond to fluctuating order volumes. With this approach, a new product can ramp up in weeks, not months, while maintaining the highest quality and traceability standards.
8. Deploy advanced cobots with vision systems. Modern robotic systems, particularly collaborative robots (cobots), execute high-precision tasks in environments that demand both flexibility and repeatability. For example, they can selectively solder, pick and place components, automatically fasten screws and even dynamically inspect products. Paired with machine vision systems, cobots check, measure and manipulate components with micrometer-level accuracy. This is especially useful in mechatronic assemblies where tolerances are tight and product configurations vary frequently.
9. Use AI-powered quality assurance tools. AI-driven visual inspection tools can now outperform the human eye in inspection speed, consistency and defect detection. Machine learning models trained on thousands of images can instantly spot anomalies like microcracks, missing components or solder bridges and even under varying lighting or orientation.
Integrating AI across several inspection points can help close the loop among design, process and quality faster, thus improving first-pass yield rates and accelerating root-cause analysis and regulatory documentation.
10. Adopt a closed-loop feedback system. A closed-loop feedback system, powered by Six Sigma and lean manufacturing principles, captures data from manufacturing and test stations, links it back to design and process teams and triggers updates in real-time. This creates a living manufacturing environment where issues are resolved before they escalate, and lessons learned are instantly embedded into future iterations.
For example, if the system identifies recurring failures in a specific connector, engineering can evaluate the root cause and adjust design tolerances or sourcing decisions accordingly. This shortens development cycles, reduces product revisions and makes for a more agile supply chain.
Conclusion
Whether developing a next-gen surgical device or a smart industrial controller, mechatronics assembly is a complicated process; the combination of moving parts and bespoke metalwork means that there is a lot to take into account. It’s vital to adopt modern techniques to ensure a successful mechatronics assembly process, from concept to full-scale production.
Ed.: This article was first published in the Escatec EMS Review and is republished with the author’s permission.
is director of corporate marketing at Escatec (escatec.com); neil.sharp@escatec.com. He has held a range of leadership positions in sales, marketing and customer service with over 25 years’ experience in electronics manufacturing services and component distribution.






Press Releases
- Altus Group Invests in Major Headquarters Expansion to Showcase Complete Turnkey Manufacturing Capability
- ViTrox Americas Welcomes Eric Cruz as Technical Support Engineer
- ECD Strengthens Engineering Team with New Software Development Hire
- ViTrox Americas Welcomes Doug Ennis as Senior Field Applications & Service Engineer