

News
News
Low Pressure Molding: A Primer
How the process compares to potting and injection molding.
Reduced dimensions of components coupled with higher cost and fragility are rendering traditional encapsulant and molding techniques either inadequate or unnecessarily complex. Traditionally positioned between injection molding and potting, low pressure molding presents a fast, convenient packaging solution, simultaneously encapsulating circuitry while forming the outer shell of the component to deliver a self-contained and highly integrated assembly. Low pressure molding also reduces the number of process steps required by conventional potting techniques.
Low pressure molding refers to the process of producing molded electronics parts, the casting of connectors with strain relief and the encapsulation of populated circuit boards. The process employs thermoplastic hot melt adhesives, aimed specifically at insert molding. These moldable materials have traditionally been used in connectors, where they present significant process benefits over wired connectors using a mechanically fastened molded plastic housing. In a single step, low pressure molding effectively protects solder joints and wires from atmospheric moisture by adhering efficiently to the wire surface.
Low pressure molding materials are now also used for the complete encapsulation of PCBs, bypassing the need for potting over the board. The low viscosity of the materials involved is key to the success of the low pressure molding process. With an application pressure of 20 to 500 psi, the low pressure in the mold cavity does not damage sensitive surface-mount components. The hotmelt polyamide adhesive flows without the pressure required by traditional materials, thus minimizing stress to components.
The process is relatively simple, requiring only a melt unit, a low pressure dispensing system and a mold. Typically, the mold is CNC-machined into aluminium, enabling it to be produced more efficiently than conventional injection molds, and allowing quick component packaging. The dispenser needs the force of only a few Newtons, depending on the size of the component. After the mold is designed, the component is placed in a mold set (Figure 1), and plastic injected around it. Molding materials are available in a range of colors (Figure 2), which aid in designating prototype work and provide a degree of protection for intellectual property embedded within the assembly. Following application, a rapid cure time means that the molded component is ready within seconds. Component shape and dimensions are among the significant considerations to be made when designing an assembly for encapsulation. Since the thermoplastic material solidifies by cooling, ensure that all air is evacuated and all voids are filled. The temperature profile of Figure 3 shows how the behavior of the material varies throughout the process.
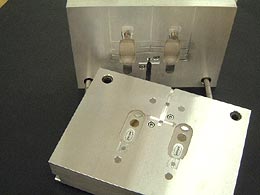 FIGURE 1: Mold set designed for low pressure molding process. |
 FIGURE 2: Components molded in clear amber material for prototype work, and in black material for production. |
 FIGURE 3: Temperature profile indicating how polyamide hotmelt material behaves throughout the low pressure molding process. |
The simplicity of low pressure molding is one of the factors driving its adoption. While it overlaps with injection molding and potting to a degree, low pressure molding has more precise applications. For example, a specific range of materials developed for automotive applications is capable of operating between -40° to 150°C. With some such materials, the operating temperature range can be optimized for a particular application by adjusting the composition of the low viscosity polyamide material. The process is designed for encapsulating sensors, molding the back of connectors (Figure 4), providing strain relief and molding grommets.
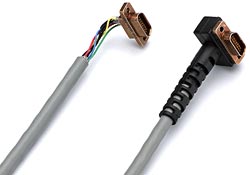 FIGURE 4: Angle connectors before (left) and after (right) application of low pressure molding technique. |
Automotive is a large market for low pressure molding products, although although use is increasing in telecom, computer, medical and wiring harnesses. Due to the fragile nature of the components used in these products, the processes are not compatible with injection molding. The two technologies may share the same name, but they serve different purposes. Traditional plastics such as nylon, ABS and polyethylene would not work as an encapsulant on a PCB due to the high viscosity, which would shear fragile surface-mount components. If the two products were compared in molten state, injection molding compounds would parallel the process of pulling taffy. On the other hand low pressure molding materials would be akin to pouring syrup onto the board. As result, components cannot be dislocated or destroyed in cavities. Thus, injection molding and low pressure molding applications are unlikely to overlap.
Potting competes more closely with low pressure molding. In potting, the encapsulation process involves embedding the assembly inside a container. By contrast, low pressure molding materials eliminate this stage, forming both the structural housing and encapsulant of the PCB. Potting also requires manufacturers to fill uniformly to the level of the highest component on the board, using a substantial amount of material. However, low pressure molding enables manufacturers to outline the shape of the board, essentially “skylining” to the shape of the surface-mount components and saving material volume (Figure 5). In addition, potting usually requires the use of two components – a resin and a hardener – that require mixing. This process can incur substantial time loss, waste and mess, a problem eliminated by the single component materials used in low pressure molding.
 FIGURE 5: A molded component. |
Low pressure molding materials are nonhazardous, biodegradable and reusable. Produced from regenerative raw materials, thermoplastic polyamide hotmelt adhesives eliminate toxic fumes from the molding process, satisfying EU standards for hazardous substances. Low pressure molded material can be re-entered to repair failed components, a trait not easily achieved in potting. The polyamide hotmelt adhesives used in low pressure molding offer a reduced cycle time since that the molded component cures by cooling. With potting, cure time can take up to 24 hours at elevated temperatures. As a consequence, low pressure molding eliminates a significant number of process steps involved with potting.
Traditional techniques such as potting will continue in environments where metal enclosures are required, yet low pressure molding is being increasingly adopted in areas where polyamide housings have proven effective. The numerous process benefits of low pressure molding mean that it will eclipse traditional techniques. Currently, low pressure molding is gaining recognition as manufacturers begin to develop its potential for products such as computer memory sticks, mobile phone batteries and antennas.
Frank Ongkiehong is European marketing manager and Steven Dufresne is European sales manager, Electronics Group of Henkel (electronics.henkel.com); frank.ongkiehong@henkel.com.






Press Releases
- Altus Group Invests in Major Headquarters Expansion to Showcase Complete Turnkey Manufacturing Capability
- ViTrox Americas Welcomes Eric Cruz as Technical Support Engineer
- ECD Strengthens Engineering Team with New Software Development Hire
- ViTrox Americas Welcomes Doug Ennis as Senior Field Applications & Service Engineer