

Making the Switch from Manual Squeeze Bottles to Benchtop Fluid Dispensing
When and how to make the change can be a challenge.
Depositing small, repeatable volumes of fluid in assembly applications spans a diverse range of industries. The ability to deposit precise amounts of material is an ever-increasing necessity for manufacturers, particularly when assembling electronics and medical devices. These fluids must be dispensed reliably, accurately and with consistent repeatability in dosage and placement. The precise positioning and quantity of the fluids deposited is integral to the assembly, function, quality, appearance and viability of the final products being manufactured.
The methods for dispensing adhesives, epoxies and a multitude of other fluids cover a wide spectrum of techniques – from manual applications like squeeze bottles, toothpicks and hand-plunger syringes to semi-automated tabletop dispensing robots.
Regardless of dispensing technique, in addition to maintaining the quality standards required, the dispensing method must also meet requirements for volume
throughput and cost-efficiency.

Figure 1. Fluid dispensing using a manual squeeze bottle.
Fluid Dispensing and Production Capacity
Highly efficient fluid-dispensing performance starts with the assessment of production capacity, which includes determining the maximum number of products that can be produced or assembled using existing or needed production systems. This assumes an acceptable level of quality will be maintained, with production occurring under normal working conditions.
Capacity decisions affect production lead time, operating costs, and essentially, the manufacturer’s ability to profitably compete. The questions of when capacity should be increased, utilizing what systems, and by how much, are the critical decisions. Failure to make capacity decisions correctly can be damaging to a manufacturer’s overall performance, particularly when time delays are present in manufacturing and assembly processes.
Because fluid dispensing is integral to many assembly processes, an accurate assessment of fluid-dispensing capacity is essential. Any increase in production volume requirements, when related to assembly, is often the key driver that necessitates the move to more efficient dispensing systems. Where a higher quality of dispensing is required, it too, along with increases in volume throughput, must be factored into the production capacity equation.
Manufacturers will typically scale the sophistication of their fluid-dispensing processes to meet these requirements. In most high-volume manufacturing environments, for example, automated and semi-automated fluid dispensing applications may be in use, depending on throughput volume and quality standards required at any stage in the assembly process.
Manual Methods
Surprisingly, many manufacturers still use squeeze bottles, medical syringes, cotton swabs and toothpicks to dispense assembly fluids, regardless of the many advances in dispensing technology.
According to a recent survey, more than half the industrial and manufacturing plants within the US use squeeze bottles, medical syringes, cotton swabs and toothpicks for fluid dispensing. The survey of 290 companies in various manufacturing sectors, conducted in mid-2017 by Clear Seas Research, and sponsored by Nordson EFD, showed 58% of respondents employ squeeze bottles and medical syringes for fluid dispensing, and 51% use cotton swabs and toothpicks.
Comparatively, 44% of respondents use air-powered benchtop dispensers, followed by 27% that use pneumatic valve systems. Survey respondents were able to rank dispensing methods they used most often, which means they could select multiple methods from most frequently used to less frequently used.
Most of these manufacturers likely started out with manual squeeze bottle and medical syringe dispensing. Then, as production volumes increased, some progressed to employing more controlled approaches with benchtop fluid dispensers or pneumatic valve systems for at least part of their dispensing requirements.
Others followed a different route: Instead of upgrading, they maintained their manual squeeze bottle dispensing processes, adding more production stations and workers to handle increased volume.
Viewing these two approaches from a production capacity perspective, a number of factors support adopting a more efficient and controlled method as a better business solution:
- Shot-by-shot repeatability and accuracy are considerably improved with air-powered dispensing compared to manual squeeze bottle dispensing. The Clear Seas Research study also found shot-by-shot repeatability and accuracy are two of the most sought-after improvements desired by respondents. Depositing the right amount of fluid has a compounding consequence of keeping downstream production moving. For example, if too much fluid is applied, cure cycle time may increase, which will delay production downstream. Conversely, if too little fluid is applied, the part will not properly bond, again interrupting downstream assembly or causing a failure in the product.
- Increased productivity is clearly a benefit of air-powered benchtop dispensing over manual squeeze bottle processes. For example, the same worker who manually assembles 800 parts during an eight-hour shift can assemble 1,000 to 1,200 parts with the assistance of an air-powered fluid dispenser.
- Part quality often improves when switching from manual squeeze bottle dispensing to air-powered dispensing because operator-to-operator variance is reduced. The ability to set the time, pressure and other dispensing parameters for an application improves process control and ensures the right amount of fluid is placed on each part.
- Rework and reject rates lessen when upgrading to air-powered dispensing. In some electronics and medical device factories, one rejected part caused by poor manual squeeze bottle fluid dispensing could waste hundreds or even thousands of dollars.
- The amount of assembly fluid used decreases significantly when using a controlled method like air-powered dispensing. Switching from a rudimentary manual dispensing process, for example, to an air-powered dispenser typically cuts the amount of fluid used 50 to 70% due to the improved accuracy of the deposit. When dispensing components are designed to work together to minimize fluid waste, it can add up to significant savings.

Figure 2. Hand plungers provide more precise and comfortable dispensing compared to squeeze bottles and medical syringes.
There may always be some degree of manual squeeze bottle dispensing required in assembly, most likely in very small amounts, such as for touchup. But manufacturers that are heavily dependent on squeeze bottles, medical syringes and toothpicks for a sizable portion of their fluid dispensing, no matter how precise or imprecise their dispensing parameters might be, can greatly benefit by taking a closer look at their production capacity.
Doing a cost-to-benefit comparison between the methods they are using and a more precise solution such as an air-powered dispenser helps. It is critical, however, to consider each of the five points listed, as many of them represent hidden costs affecting the real cost-to-benefit rating of manual squeeze bottle, toothpick, swab and medical syringe dispensing processes.
Precision Fluid Dispensing
A range of available precision benchtop fluid dispensing systems can help manufacturers apply many types of assembly fluids quickly and accurately, improving productivity and helping maximize total cost savings.
Precision dispensing systems apply shot-by-shot repeatable amounts of virtually any manufacturing fluid, by using digital timers and precision air regulators to determine the amount of material applied. These precision fluid dispensers provide much greater process control than the typical squeeze bottles, swabs, toothpicks and hand-plunger syringes used in assembly processes.
The latest generation of fluid dispensers can distribute practically all assembly fluids – from thin solvents to thick silicones and brazing pastes – with greater accuracy than rudimentary methods. They deliver exceptional throughput and process control, with consistent deposits from the beginning to the end of the fluid reservoir.
For the precise application of adhesives, lubricants, paints, solder pastes, two-part epoxies, UV-cure adhesives, and other assembly fluids, air-powered benchtop dispensers enable optimal results compared to manual methods using squeeze bottles and medical syringes. These dispensers represent the next logical upgrade for assembly operations to optimize production capacity.

Figure 3. Hand plunger dispenser.
Air-powered benchtop dispensers. Air-powered (also known as pneumatic or time-pressure) benchtop fluid dispensers encompass a range of models that can accommodate specific fluid application processes with a wide range of functionality.
In benchtop dispensing, a technician holds a syringe barrel filled with fluid, which is connected to a dispenser. Using a floor pedal, the worker dispenses the amount of fluid required, which remains consistent from shot to shot. When the worker points the tip and pushes the foot petal, fluid is dispensed, and the dot or line is made.
Compare this process to the technique of using a manual medical syringe, which when depressed by the worker’s thumb, dispenses a variable volume of fluid. The steadiness of the worker’s hand and the thumb pressure applied on the syringe cannot possibly produce the shot repeatability that would come even close to the precision obtainable with a benchtop dispenser. The latest generation of dispensers provides a high degree of process control, capable of dispensing adhesives, solder pastes and all other assembly fluids with high consistency.
The average air-powered syringe benchtop dispenser requires a minimal initial investment. Doing a quick cost-to-benefit analysis shows this to be much more cost-efficient compared to squeeze bottles, toothpicks or syringes. When the associated costs of using these more rudimentary methods – such as fluid waste, rejected parts, increased labor hours and assembly delays – are factored into the total cost of ownership, benchtop dispensing clearly leads to greater bottom-line profitability.

Figure 4. Benchtop dispensers deliver a high degree of process control.
Positive displacement dispensers. Some operators prefer positive displacement benchtop dispensers when working with viscosity-changing fluids. Electronically-operated designs for positive displacement dispensing use technology, such as stepper motors, to produce accurate, repeatable deposits, regardless of changing fluid viscosity or temperature.
These systems do not require compressed air. Instead, they electronically advance and retract a piston inside the syringe barrel. This allows operators to enter the desired amount of fluid to dispense, and the unit responds by depositing that amount, regardless of any changes in fluid viscosity. Positive displacement dispensers often require a fair amount of adjusting forward and backward steps to dispense controlled amounts of fluid without drooling.
Fluid Considerations
Characterizing different fluids and determining the best dispensing parameters for a specific application are critical factors for implementing a successful dispensing process. The range of fluids and fluid viscosities that can be dispensed in benchtop fluid dispensing systems span a considerable spectrum. They encompass epoxies, adhesives, silicones, greases, oils, flux, lacquers and solder paste. There are many formulations of fluids from varied suppliers, each specially formulated for different application requirements.
The fluids to be dispensed must readily flow; however, even very thick pastes can easily be dispensed with benchtop dispensing systems using high air pressure settings. Viscosity is the resistance of a fluid to flow, and is one of the primary properties used to determine if a fluid is dispensable. Benchtop dispensing demands a higher level of precision with regard to viscosity, compared to manual squeeze bottle methods. Consequently, the dispensing technician, when switching from rudimentary to precision benchtop dispensing processes, will need to become acclimated with how these changes in viscosity affect dispensing with various fluids.
Other properties of the fluid that must be considered when dispensing include its density and weight, whether it has abrasive fillers, whether it is safe to dispense or is combustible, and many other factors. Characteristics of the fluid can also be influenced by how it is stored, and how much air contact it receives as it is filled into the syringe barrel. The properties of fluids change with modifications in temperature and humidity, and as they expire over time.

Figure 5. Syringe barrel systems, with barrels, pistons, dispense tips, end caps, tip caps and adapter assemblies.
What to Look for in Benchtop Dispensing Components
The consistency and repeatability performance of precision benchtop dispensing systems goes beyond the actual dispensing equipment itself, and is also dependent on the quality and proper use of the system components. Benchtop dispensing components – syringe barrels, adapter assemblies, pistons and dispense tips and caps – are designed to meet the requirements of different types of fluids and applications, and to dispense the most precise fluid deposit possible.
To achieve the highest level of performance from these dispensing systems, several requirements need to be inherent in their manufacture and use:
- Each of the components of the benchtop dispenser should be designed as part of a complete, integrated system. This will improve yields and reduce costs by producing the most accurate, repeatable fluid deposits possible. Mixing and matching components from different systems or suppliers is a recipe for diminishing performance.
- The dispensing components should always be used as single-use consumables. In high-precision dispensing systems, barrel IDs (internal diameters) and piston diameters, as well as dispensing tips, are manufactured with tolerances that make any residue from prior dispensing residing in the barrel, piston or tip degrade dispensing repeatability performance. Once the piston reaches the bottom of the barrel, both the barrel and the piston should be discarded. How long it takes to use the syringe depends on the fluid being used and the application. It could be hours, days or weeks.
- Maintaining precision and shot-to-shot repeatability in benchtop dispensing starts with quality manufacturing of the components. For best performance, all components should be certified that no silicone mold-release agents are used in the precision molding process, or at any other time during the production of the dispensing components, and that all components are certified as silicone-free by independent testing laboratories.

Figure 6. Benchtop dispensing on electronic components.
Syringe barrels. Syringe barrels should be engineered to deliver exceptional clarity, dimensional stability and chemical compatibility, with uniform barrel wall thickness for safety. Their internal design should enhance fluid flow, minimize turbulence and shear during filling and dispensing, and without dead zones that could trap air. In addition, they should feature a zero-degree taper for consistent full-to-empty dispensing with minimal fluid waste.
Pistons. Pistons should mate perfectly with syringe barrels to provide accurate, consistent fluid deposits and smooth, unobstructed travel. Desired features would include precision-molded channels that prevent air entrapment, a smooth profile radius that reduces fluid shear, and precision wiping edges that eliminate waste as fluid is dispensed. A range of piston styles are necessary to ensure the success of different types of fluid applications. For example, a loose-fitting piston should be used with fluids prone to air entrapment, and flexible pistons should be used to prevent piston “bouncing.”
Dispensing tips. Dispensing tips come in a variety of styles, sizes and materials to meet any dispensing application. For example, PTFE-lined dispensing tips prevent cyanoacrylates from curing inside the cannula. Tapered tips promote flow for thicker fluids, helping operators apply precise, repeatable deposits faster than with a general purpose tip. Chamfered tips feature a unique blunt taper that prevents low-viscosity fluids from wicking up the sides of the needle, affecting deposit repeatability. Careful consideration should be made to select high-quality dispensing tips without burrs, molding flash or other imperfections that could affect the accuracy of fluid deposits. Tips should include a safety-locking hub for secure attachment to syringe barrel, and the prevention of trapped air, which causes dripping and drooling. High-quality tips are the best assurance to deliver precise, consistent deposits.

Figure 7. Benchtop dispensing on electronic components.
Tip Caps and End Caps
Tip caps and end caps provide an airtight seal that allows pre-filling of syringe barrels to save time, or seal partially-used syringes between shifts to reduce waste. Tip caps protect assembly fluids with unique vents that are engineered to actually prevent air from being introduced into the syringe during installation. End caps fit securely over syringe tabs to create a snug, airtight seal. Some end caps are equipped with a pushbutton that gives the operator a visual indicator that the end cap is correctly installed.
The right amount of fluid at the right place is the key to productive dispensing. Most benchtop dispensing components are easy to set up and use, and by selecting the right mix of components, precise, consistent deposits can be achieved.
From big manufacturers to small production shops, the desire to run more efficient assembly operations and cut costs is universal. But these companies have one strategy in common: They are all upgrading their dispensing processes to better utilize their production capacity, and make their operations run faster, smoother and with a heightened return on their investment. To that end, upgrading fluid dispensing in their assembly processes from manual squeeze bottles, toothpicks and
hand syringes to precision benchtop dispensing can provide considerable efficiencies to their manufacturing operations.
Benchtop dispensers also permit the integration with semi-automated tabletop dispensing robots for batch work, another option should the manufacturer require further expansion of its fluid dispensing line. Instead of a technician dispensing onto one part at a time, the benchtop dispensing robot permits dispensing in batches of 50, 100 or 200 pieces in considerably faster time than what can be accomplished by the worker, yielding even greater returns in terms of improving manufacturing throughput and lead times, while greatly reducing rework, rejects, and fluid waste.

Figure 8. Benchtop dispensing robot.
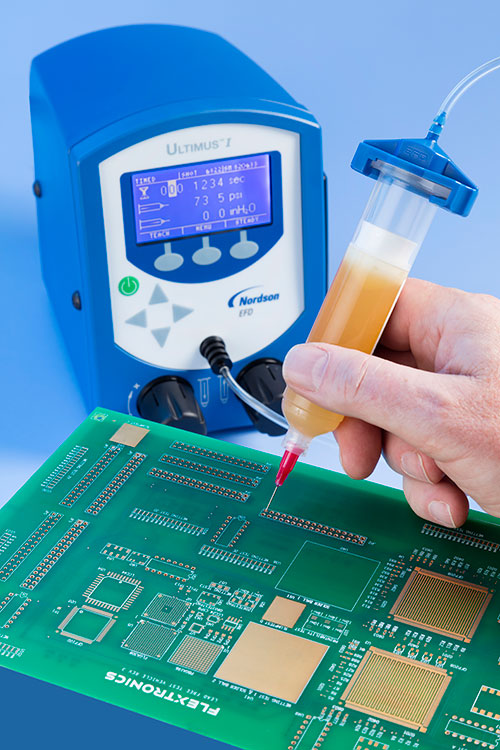
Figure 9. Dispensing flux on electronic components.

Figure 10. Dispending of two-part fluids for electronics assembly.
is global product manager at Nordson EFD (nordsonefd.com).





