

Automating First-Article Inspection
AOI reliability suffers from bad data.
Memories of a less-automated environment, where quality was occasionally “inspected in” a product, are difficult to banish. Along with quality improvements that resulted from higher levels of automation in process manufacturing, emerging automated inspection technologies, now with decades of development behind them, are striving to eliminate the potential for human error.
The ideal manufacturing setting would have an SMT (or through-hole) line dedicated to a single product, and first-article inspection (FAI) would be performed on the first-off assembly. Then the line would run for the next 12 months building nothing but exact copies of that same rev level of that very first article. Under such a scenario, we might even have a flawless parts verification system that couldn’t be circumvented by reel replacements or splicing. Add closed-loop SPI to this equation to ensure no paste printing problems materialize, and perhaps an AOI machine that produces no false calls or escapes. To round out that awesome configuration, let’s add AXI at the backend to reveal those nasty hidden joints!
Despite high levels of technology and automation applied in high-volume scenarios, many users still likely require an intensive first-article inspection before confidently releasing the line to run.
In fact, those in most need of FAI are companies that perform large numbers of changeovers, given the greater number of opportunities for error. A significant proportion of assembly facilities, including many with AOI, continue to involve personnel in the FAI process. Even those dependent on AOI tend to use human oversight on the first board, relying on a combination of AOI data and operator or inspector input to decide to release the line to production. While higher volume, repeat products can often be successful with this approach, for most manufacturers some level of visual inspection is mandated on the first-offs.
The FAI process is detailed and compares BoM and CAD data to the first-off PCB, with cross-references to some subset of drawings, checklists or inspection process documents. This detailed inspection process ensures that every part number on the BoM has been placed in its preordained position on the board, according to the CAD data. Often, this is done by a two-person inspection team, to maintain the focus of the inspector operating the microscope. This is a time-consuming process, and human inspectors bear the burden of responsibility for ensuring that all upstream programming, machine loading and placement activity is correct. Despite the overhead of such an inspection process, many do it, as the costs of rework and lost business are far higher than the long changeover penalty of performing manual FAI.
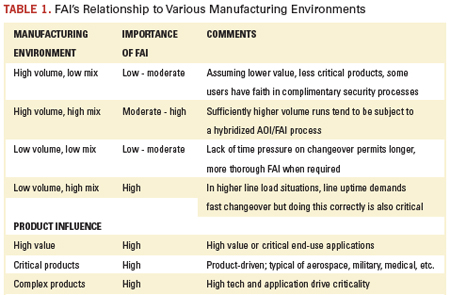
A growing number of equipment providers, as many as eight to 10 currently active in North America, now offer automated FAI systems. Table 1 shows an outline of the potential relative importance of FAI across a variety of assembly and product environments.
How FAI Works
Isn’t FAI just another name for AOI? Not quite. The whole idea of AOI is to help ensure that what’s coming off the line is exactly the same as the sample with which it is compared. Say, for instance, you’ve completed the first production run of 5,000 boards for a new customer. The PCBs passed QA, were shipped on time and fit in the customer’s new product. Then the worst possible thing happens: a failure, possibly due to an incorrect component that was placed on the line. What’s the reason? Every unit passed AOI with flying colors against the program, or the AOI version of the golden board.
While the AOI might have done its job as programmed, we are occasionally subject to the cliché “garbage in, garbage out.” Moreover, there is a known or expected false call and escape rate with AOI, which makes it a poor choice for FAI.
In contrast, first-article inspection is used to ensure that the first board off the line is populated and assembled perfectly and provides a master to benchmark against. As a discipline, it has been around as long as the PCB, and typically works like this: 1) set up SMT machine, 2) load feeders, 3) load program, 4) build first board, 5) get two trusted people to inspect board using bill of materials, drawing and microscope or magnifier lamp, 6) get same two trusted people to complete detailed documentation correctly for traceability purposes.
Apart from chronic inaccuracy, the primary issues with conventional first-article inspection are that it’s slow, laborious and expensive. Two dozen parts on the board are not a problem, but a 12 x 14" PCB with 1200 components or, in the case of a smartphone, a 4 x 2" board with a similar number of parts would take many hours to conduct a thorough inspection against the BoM and drawing, with two people trying to communicate with each other and fill in the paperwork at the same time.
Modern FAI is a computerized method of inspecting that first board. It is a logically validated, semiautomatic system that integrates visual inspection with document or data file control and traceability reporting. Boards are checked for errors against a platform of strictly controlled procedures to eliminate risk of failure. Here’s how:
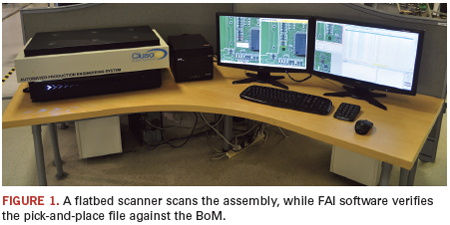
CAD and placement machine and BoM data are loaded into the Windows 7-based system as ASCII files. The system automatically verifies the pick-and-place file against the BoM to ensure no extra, missing or changed parts. The first-off, completed PCB is loaded into the system’s camera-based image scanner, and the digital image file is displayed on a monitor, ready for inspection (Figure 1). That’s the first practical benefit – time saved because FAI doesn’t require manual programming.
All BoM data are reviewed relative to the image on the monitor, which brings up an expanded view of the part under inspection. There’s no need to check off parts in the system because the BoM data are 100% accurate, having come from the placement machine, or further upstream if validation of the placement program is also required. The location of individual parts on the PCB is automated too, as the coordinates also are from the pick-and-place files or original CAD data set. Combining all the data and the image file into a unified, digital system makes the first-article inspection task efficient and effective, while the operator is free to focus on visual inspection of the parts in a systematic, unpressured way.
Once inspected, the first board is saved as a master. Any boards from subsequent production runs may be compared to ensure no parts have been added, deleted, rotated or moved. This way, the system can be used for first-article inspection and production audits, for ECO implementation, and as a diagnostic tool to verify components on boards that fail at test. The data set is then saved for future production runs. The system interfaces with common Windows-based programs to provide traceability reports in a format of the user’s choice.
Interestingly, AOI users occasionally modify the functionality of their equipment to give a sometimes-adequate version of FAI. More often though, due to the pressures of delivery deadlines, the inspection process is harassed and hurried to the point of occasional failure, while the difficult task of educating users on alternative FAI strategies remains in the hands of the small equipment manufacturers that are developing solutions for these problems.
Alternatives offer the potential to be significantly faster and more accurate than traditional techniques. New FAI systems enable those assemblers already engaged in full first-off inspection to recover significant changeover time, with the corresponding improvement in asset utilization. These lower-cost FAI systems provide a complementary process to AOI and are not designed to be a substitute.
Production versions of some FAI platforms are in use at some of the world’s Top 10 EMS companies, along with a host of smaller OEMs and EMS companies. One such firm is MicroArt Services, an electronics manufacturing and design services company based in Toronto, Canada. MicroArt operates five SMT lines 24 hours a day, 6 days a week, building as many as 400 unique part numbers every month. Director of operations Mark Wood says some larger boards that were taking four hours through first-off inspection are now being done in 30 minutes. Over a month’s time, Wood expects to recover some 400 hr. of SMT line uptime across the plant.
Acknowledgments
With grateful appreciation for the contributions of Mark Wood of MicroArt Services Inc.
Paul F. Walsh is general manager of Brock Electronics (brockelectronics.com), a distributor of FAI systems; paul@brockelectronics.com.






Press Releases
- XLR8 EMS Welcomes Raul Jorge Lopez Jr. as Director of Program Management and Procurement
- Koh Young America Promotes Ramiro Mora to Lead Service and Applications in Mexico and South America
- ViTrox Americas Welcomes Huy Pham as Technical Support Engineer
- XLR8 EMS Appoints Steve Dutton as Chief Sales Officer