

MSD Protection Steps Per J-STD-033B.1
Procedures for preventing and ridding moisture from components.
As packages get smaller, the risk for damage to moisture-sensitive devices increases. With the higher temperatures required for Pb-free soldering, that risk is further compounded.1 That’s why it’s extremely important to be aware and vigilant of MSDs.
ICs can act like a sponge. If they have semi-permeable membranes, moisture from the ambient air can get into those devices. When they get rapidly heated during reflow or rework, the result is rapid outgassing. In some cases, this excessive outgassing causes popcorning, which can damage the internal structures of a component.2
To minimize and eliminate the adverse effects related to MSD, assembly personnel, process engineers and technicians must diligently apply regimented practices based on the IPC/JEDEC J-STD-033B.1 standard. This standard sets out a long list of procedures that must be implemented for handling, packaging, and shipping MSDs.3
Protecting and controlling MSDs on the assembly floor takes into account a great number of large and small procedures and important steps. Violating, ignoring or overlooking any or a series of these precautions could result either in costly rework or latent PCB defects.
More often than not, electrical test catches the popcorning problem in an MSD. But in this instance, damage may not immediately lead to a failure and instead present itself as a latent defect. Subsequently, such a component compromises a finished PCB and can lead to system failure in the field. Therefore, trained process engineering personnel, experience, and a highly disciplined and structured assembly operation are critical to protect surface mount components from humidity present in an assembly environment.
Affected components can include any surface mount devices, ICs and discrete devices that mount to one surface of a PCB when assembled.3 MSD components are specified by their respective manufacturers to have a limited floor life at or below 30°C or 86°F and 60% relative humidity (RH).3
Tools of the Trade
Four materials and techniques help protect and control MSDs. Those are moisture barrier bags (MBB), desiccant, humidity indicator cards (HIC), and moisture-sensitive caution labels. Storing MSDs in MBBs provides the first line of protection and restricts transmission of water vapor. Desiccants further boost MSD control when used to absorb moisture that gets into the MBB or is sealed in it. It’s also advisable to include more desiccant to absorb moisture in component carrier materials such as trays, tubes and reels.
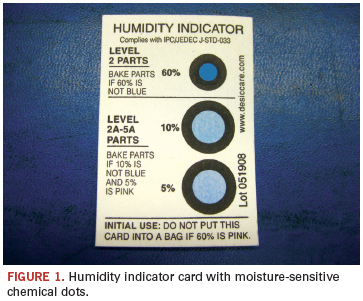
The HIC does its part with its moisture-sensitive chemical dots (Figure 1). Those dots change color from blue to pink when indicated RH is exceeded inside the MBB. The card must have a 5, 10, and 60% RH sensitive dot. The HIC has instructions for when to bake parts, depending on the moisture sensitivity level (MSL) of a particular device. For example, if a device has an MSL of 2, then the parts need to be baked if the 60% dot is not blue.3 For devices of MSL level 2A-5A, then parts need to be baked if the 10% dot is not blue and the 5% dot is pink.3
MSL is the classification of the MSD’s floor life for the Pb-free condition or SnPb soldering condition at the factory ambient environment (≤30°C/60% RH). The MSL for Pb-free processes is higher than the MSD for SnPb process for the same component. The higher MSL has a shorter floor life than the lower MSL. Floor life means the out-of-bag life, not including the life in the safe storage. Therefore, for the specific reflow process, the proper MSL must be chosen. Misusing SnPb MSL for the Pb-free reflow process results in MSD damage from moisture absorption and yield/reliability degradation that can affect products in the field.
Most moisture-sensitive components are MSL 3 for SnPb soldering and MSL 4 for Pb-free soldering. For example, a moisture-sensitive BGA component has two MSL markings on its MS label: MSL 3 for SnPb process and MSL 4 for Pb-free process. This means that it has 168 hr. of exposure time to factory ambient environment if used in SnPb reflow, or 72 hr. of exposure time if used in Pb-free reflow.3 Compared to the traditional SnPb reflow process, its Pb-free process air exposure time is reduced 57%. Special attention must be paid to tight floor life management for RoHS projects.
Some MSD packages have multiple MSL markings: 2/240 and 3/260. This means that for SnPb reflow (peak temperature of 240°C), an MSD can be treated as level 2 MSD. For Pb-free reflow (peak temperature of 260°C), this MSD should be treated as level 3 MSD with shorter air exposed time (floor life).
At the outset, it is the responsibility of the assembler to require all suppliers and customers to follow J-STD-033B.1. The assembler must be sufficiently vigilant of suppliers’ and even customers’ poorly packaged and shipped MSDs that violate the standard. It’s also the assembler’s duty to keep suppliers and customers accountable for maintaining procedures in accordance with J-STD-033B.1.
An assembler’s receiving and stockroom has its own agenda for controlling MSDs, as well as strictly following J-STD-033B.1. Foremost is creating and maintaining an MSD control event logbook to record specific problems and solutions on given dates, and verify such information with an inspector’s signature. Incoming QC inspectors check whether the 5% dot is pink. These personnel should also inspect and, when necessary, reject damaged dry pack components, unsealed dry packs, missing desiccant or HIC dry packs. An operator must copy the MS level and floor life to new MBB labels when transferring MSD components to a new MBB.
From a general MSD environmental control perspective, the assembler must install digital temperature and RH meters in the stockroom and SMT production areas. MSD handlers read in real time data involving floor temperature, floor RH and the out-of-bag total time during the assembly process, and out-of-MBB environment. Based on that data, they implement MSD procedures and record MSD condition information. Meanwhile, production managers monitor factory ambient conditions. If room temperature exceeds 30°C (86°F) or room RH is more than 60%, floor life indicated on the MS label is no longer applicable and must be de-rated.
In keeping with the standard, it’s also important to be well stocked with certain items. Those include foam covers or bubble wrap for use around a stake of trays inside the MBB to avoid puncture during the sealing process. ESD-safe black card paper must be used to cover a tray’s bottom and top sides before it is inserted into an MBB. Moisture barrier bags and a vacuum-operated bag-sealing machine are vital as well (Figure 2). Special care must go toward using this machine, and the vacuum must be sufficiently relaxed to keep the tube or tray from puncturing the bag.

Baking Procedures
MSD control at the kitting stage involves three major steps. First, process engineering personnel must separate large quantities of MSD packages into small quantities based on the running batch size. Next, certain procedures are performed to properly receive all production-returned MSDs. All returned MSDs are to be resealed. Personnel ensure MBBs are identified with correct part number, quantity and MSD label. Last, manufacturing personnel properly arrange bake time to meet production requirements.
Another trio of steps is involved for production scheduling. First, for water-soluble-paste double-sided MSD boards, technicians finish both sides on the same day without washing between bottom and top reflow. Second, on the same day, they must finish all rework before sending the jobs to washing. One or two days before production, technicians arrange incoming QC of all MSDs. At the same time, they ensure there is sufficient time to bake those MSDs, keeping in mind that some MSD BGAs require 48-hr. baking. Third, technicians track MSD floor life and exposed time, as well as monitoring any noncompliant issues.
Meanwhile, in the SMT area, an SMT operator should record bag-opening date and time, as well as check and report to the floor manager any MSDs with longer floor life than that marked on the bag. Another procedure is to have SMT or other production and engineering groups return all remaining MSDs when their jobs are completed. Following that procedure, stockroom technicians re-seal all MSDs and record sealing data and time.
In some cases, assemblers will find it necessary at the kitting stage to bake MSDs before placing them on the production floor. If shelf life or RH on the HIC has been exceeded, components need to be baked until the moisture is removed. There are at least a half-dozen steps that must be carefully performed to bake components according to spec.
For example, it must be understood that baking degrades MSD solderability, thus causing quality problems.2 To avoid degrading solderability, a cumulative bake time limit of 48 hours at 125°C is imposed.3 However, floor personnel must be alert to the fact that MSD baking conditions depend on component body thickness and MS level.
Further, they are not to bake mixed MSDs with different body thicknesses in the same baking oven at the same time. Another similar procedure is “don’t bake mixed MSDs with different bake time at the same time in the same oven.” It is also a good practice to have separate baking ovens for PCBs and components and a detailed log maintaining all the records.
Each MSD can be baked only one time, and no second baking is allowed. Moreover, an MSD without clear MS Level marking on the package is not to be baked. Baking temperature is 125°C for 24 hr. with tolerance range for temperature control ±5˚C (120–130°C). Baking time should follow IPC J-STD-33B.1, Table 4-1.
Different MSD component trays/carriers have different maximum bake temperatures. It is vital always to check the tray bake temperature for each tray before sending it into the bake oven. Also, floor personnel should collect, recycle and store 140˚C or higher MSD trays with different sizes. Use them to replace the low bake temperature trays from suppliers or customers. A final procedure for any assembler to follow is if floor personnel don’t know the MSD baking history, it is time to stop MSD baking.
References
1. Thomas Ellison and James Szabo, “RoHS Implementation Challenges,” IPC/JEDEC 12th International Lead Free Conference, March 2006.
2. R.L. Shook and J.P. Goodelle, “Handling of Highly Moisture-Sensitive Components: An Analysis of Low-Humidity Containment and Baking Schedules,” ECTC, June 1999.
3. IPC/JEDEC J-STD-033B.1 - Includes Amendment 1, Handling, Packing, Shipping and Use of Moisture/Reflow Sensitive Surface Mount Devices, January 2007.
Don Shell is business development director at Nexlogic Technologies (nexlogic.com); info@nexlogic.com.





