

Protecting COB Devices with Glob Top Encapsulants
Glob tops enhance reliability of space-saving bare chip assemblies.
For many handheld consumer and industrial devices, strict area and height requirements preclude the use of traditional lead frame packaging, in which an IC chip is enclosed in a plastic package with external leads that are connected to the chip. Bare die mounting – also known as chip-on-board (COB) – has grown in popularity as a way to reduce the footprint of electronics in space-restricted devices. Bare chip components are typically mounted to a printed circuit board or substrate using die-attach adhesives, and then electrically connected to the board, substrate or directly to another chip through fine wires in a process known as wire bonding.
Because bare die and their connecting wires have no protective plastic package, they can easily become corroded by moisture or chemicals if not adequately protected. The chip and wires can crack or break with mechanical stress – even with routine handling during manufacturing and assembly. Encapsulating the die and wires in a protective shell is critical to ensuring long-term assembly reliability.
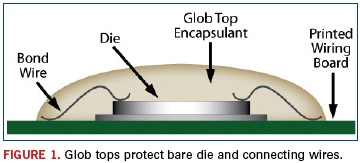
There are two main types of bare die encapsulation: transfer molding and liquid or glob top. Transfer molding involves placing a molding compound into an opening in a mold, forcing it into a cavity containing the component, and then curing the compound to form a plastic shell. Transfer molding exerts pressure on the die and wires and may cause wire sweep – the sideways movement of fine-pitched bonding wires – due to the flow characteristics of the molding compound. Wire sweep can result in short circuits or changes in electrical properties, such as mutual inductance. In glob top encapsulation, liquid encapsulant material is dispensed on top of a die and its wires, and then cured to form a protective barrier. Because it does not distort wires, glob top encapsulation is often preferred for applications involving fragile die or for larger chips, which typically have more connections consisting of finer wires with narrower spacing between wires than do smaller chips (Figure 1).
Thixotropic compounds. Glob top encapsulants are typically one- or two-part epoxies or UV-curable compounds that are specially formulated to be thixotropic – flowing easily in response to stress applied during application, but rapidly increasing in viscosity after placement. This change in viscosity permits the material to flow smoothly into narrow spaces without damaging delicate chips or wires, all while preventing the material from flowing beyond the target area. Once cured, glob tops protect die and wire bonds from contaminants and moisture, while providing sufficient mechanical support to prevent damage during handling and assembly.
Glob tops are designed to exhibit specific properties in order to protect and support electronic components. They are electrically insulative, resistant to moisture and chemicals, and are normally devoid of ionic impurities that may react with moisture and cause corrosion. To reduce the risk of moisture and contaminants penetrating the protective barrier and causing damage, glob tops should be free of solvents, which can lead to bubble formation, and should adhere well to all encapsulated surfaces. It is critical that glob tops exhibit minimal shrinkage and are low stress after cure, to minimize stress on the chip and its connecting wires. Glob tops are typically fairly rigid and provide sufficient mechanical strength to support fragile wires during handling.
The thermal characteristics of glob tops are carefully controlled to minimize thermal stress and help conduct heat away from the chip. Silica or alumina filler material is added to the base compound to reduce the coefficient of thermal expansion of the encapsulant, with thermally conductive alumina offering the added benefit of heat dissipation. CTE is a measure of how much the length of a material changes per degree change in temperature. If the CTEs of two adjoined materials are grossly mismatched, the materials will expand and contract at very different rates during temperature excursions, creating stress that may result in fractures or other failures. Because epoxies typically have CTE values that are much higher than those of silicon and gold, fillers are used to reduce the CTE and to minimize the thermal mismatch between the chip and substrate.
One-part epoxies are easy to use, require no mixing, offer unlimited working life, and cure within minutes upon application of heat. Although most one-part epoxies cure at 125°C, some newer grades cure at 80°C. Two-part epoxies require mixing, have a limited working life, and cure completely with little or no heat. At room temperature, two-part epoxies may take a few days to fully cure, but cures can be accelerated by applying small amounts of heat. UV-light-curable epoxy glob tops offer cure times that range from a few seconds to several minutes, depending on the coating thickness. For applications with very sensitive wire bonds that call for a softer material than epoxies, one- and two-part silicone glob tops can be used. These highly flexible silicones offer minimal stress, but are less resistant to moisture and chemicals than are epoxies.
Glob tops exhibit many of the same post-cure properties as conformal coatings, which are applied in a thin layer over an entire PCB and cured to form a protective barrier that conforms to all surfaces. Because glob tops form a thicker barrier, they offer more resilient protection than do conformal coatings, and are usually the preferred choice for bare chip devices.
Dispensing guidelines. The quality of the encapsulation is dependent on both the material and the dispensing system. To ensure long-term reliability, it is critical that the bare die and its connecting wires are thoroughly covered and that the encapsulant does not migrate beyond the target area. Precision dispensing is as important to successful encapsulation as the choice of encapsulant material. Two commonly used dispensing techniques are glob-topping and dam-and-fill.
In the glob-topping process, a precise volume of encapsulant is deposited from a reservoir through a needle valve onto the entire target area. If too little material is dispensed, the area may not be thoroughly covered. If too much is dispensed, a high-profile dome of encapsulant may result – possibly exceeding the assembly’s height requirements. Careful control over the dispensing process is necessary to prevent voids, which can lead to moisture diffusing into the target area. Material viscosity, reservoir pressure, and the space between the needle valve and the surface are among the controllable parameters that impact the process.
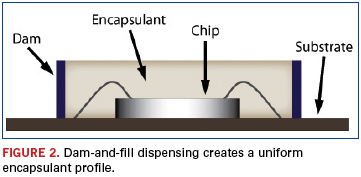
In dam-and-fill dispensing (Figure 2), a high viscosity material is deposited to form a dam around the area to be encapsulated, and then a lower viscosity material is dispensed at high speed within the dam. Because the dam limits the flow, this two-step process allows for a lower viscosity material to fill the dam – leading to a faster, more complete fill under and around the connecting wires and a more uniform encapsulation height compared to glob-top dispensing. Dam-and-fill dispensing is preferred for applications that have demanding chip height tolerances, such as low-profile smart cards.
For both glob-topping and dam-and-fill dispensing, a thermal heat source is often used to increase the material temperature during dispensing to achieve a lower viscosity and to enhance flow. The specific temperature of the encapsulant during dispensing is highly dependent on the type of material. To ensure smooth flow, the PCB or substrate is sometimes heated to 60° to 110°C prior to dispensing. Heat permits the encapsulant to flow completely around the wire bonds, reducing the risk of air pocket formation, which can lead to voids in the package.
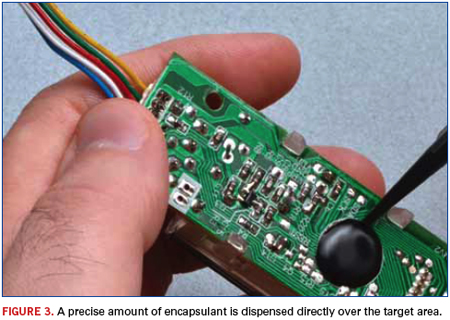
There are several types of glob top dispensing systems, varying in price and complexity. The simplest type is the syringe valve system, which consists of a needle that is attached to a syringe filled with the glob top material (Figure 3). Air pressure is applied to the syringe, causing the material to flow and dispense. The flow rate is dependent on both the viscosity of the material and the applied pressure.
An auger pump with a rotary positive displacement valve (RPDV) provides a more consistent flow than a syringe valve. The pump enables shear thinning: a decrease in viscosity in response to an increase in shear force. As material moves through the pump, the auger screw exerts a shear force, which lowers the viscosity during dispensing. Once the material exits the pump, viscosity increases with time, and the encapsulant remains within the target area. Both needle size and changes in motor speed affect flow rate and pressure drop at the encapsulant exit location. To maintain a consistent dispensing volume over time, a mass-calibration system can be used to measure flow rate and adjust dispensing speed.
Among the fastest and most accurate dispensing techniques is the true positive displacement pump (TPDP). This pump uses a motor-driven metal piston to displace an exact amount of material from a closed chamber, allowing for precision control over encapsulant flow. By moving the piston slowly, operators can ensure a consistent flow process.
To help ensure void-free encapsulation, manufacturers sometimes place their product under a vacuum or in a pressure cooker during or immediately after dispensing the glob top encapsulant. The dispense-in-vacuum technique accelerates material flow, drastically reducing the likelihood of voids within the glob top. Placing a product in a pressure cooker just after dispensing the glob top offers a dual benefit: The pressure collapses any voids, while the temperature accelerates the curing process.
Epoxy and UV-curable glob top encapsulants are specially formulated to exhibit specific physical properties during application and cure, while achieving desirable post-cure properties. They provide an economical, space-saving solution, offering environmental protection, mechanical support, and thermal dissipation for large chip-on-board devices.
Venkat Nandivada is manager of technical sales at Master Bond (masterbond.com); technical@masterbond.com.






Press Releases
- XLR8 EMS Welcomes Raul Jorge Lopez Jr. as Director of Program Management and Procurement
- Koh Young America Promotes Ramiro Mora to Lead Service and Applications in Mexico and South America
- ViTrox Americas Welcomes Huy Pham as Technical Support Engineer
- XLR8 EMS Appoints Steve Dutton as Chief Sales Officer