

Straight from the Jar: Paste Management Made Simple
 A new dispensing system facilitates loading 500g containers.
A new dispensing system facilitates loading 500g containers.
Your mother always told you not to drink from the milk carton or eat from the peanut butter jar. But, as far as you were concerned, consuming directly from the container was a far more efficient approach. The germ factor notwithstanding, turns out you might have been right! Who knew your insight might lead to innovation in material management for screen printing?
All joking aside, eliminating process steps and reducing the chance for error introduced with manual operations generally results in more efficiency and higher quality output. This is most certainly the situation when supplying material for the printing process. As you are aware, my mantra of “good inputs = good outputs” is the basis for high-yield printing. In the case of paste management, ensuring proper volumes of paste in front of the squeegee blade at all times exponentially increases productivity, optimizes output and reduces defects related to insufficient material. Putting down material automatically, as opposed to manually, saves cost, reduces line downtime and eliminates errors.
We have covered automated paste management in this space before, and the benefits of the tools are well understood, especially by high-volume manufacturers. In fact, I would contend the vast majority of high-volume multinational OEM and EMS assemblers employ automatic paste dispensing and paste roll height sensing to enable constant, hands-free material application during the printing process. Integrating this technology has proven benefits for volume manufacturing. Logic would have it, then, that the same might hold true for low-to-midrange manufacturers.
What’s holding them back? For SMT assemblers that may not have the mind-blowing volumes often seen in markets like automotive and consumer, sourcing solder paste in cartridges means another layer of expense and management. While some recently developed solder pastes have extended shelf lives, the vast majority of materials have a life of six months – maybe even less with some of the more advanced Type 5 and Type 6 materials. This puts the low- and mid-volume manufacturers in bit of a cost pickle when considering automatic paste dispensing versus traditional manual application. With margins already thin, stocking both tubes and jars and managing the inventory of both may be a cost barrier.
With these factors in mind, a solution has been developed that permits use of standard 500g paste containers in an automated system. This solves the dilemma of stocking two different material packaging systems, while allowing low-to-mid-volume assemblers to benefit from automated solder paste application, a simplified supply chain and preservation of the manual paste application option. The simplicity of the solder jar dispenser is its appeal. An operator just removes the lid of the solder paste jar and places the piston inside the rim of the paste container. Pneumatic force pushes the material through the nozzle to apply solder paste on the stencil, as is done with larger cartridges used in higher-volume automatic paste dispensing mechanisms (FIGURE 1).
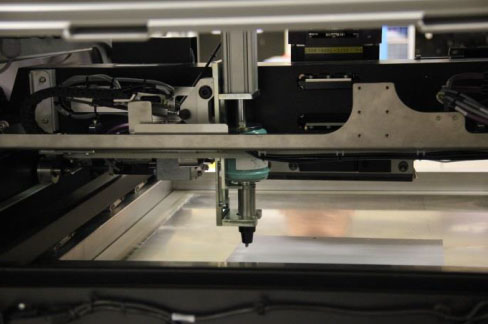
Figure 1. Automated paste management is within reach for low- to mid-volume manufacturers, achieved with standard 500g solder paste containers.
Once the piston is loaded into the container, replacement takes only seconds. The dispenser fits quickly into place on the printer carriage-mounted hardware, with no complex screws or attachment mechanisms required. And paste containers can be prepared offline for optimized changeover efficiency.
The solder jar dispenser can also be combined with paste roll height sensing technology for manufacturers that want to implement a closed-loop process.
Though manual application has been the norm for certain volume operations, the move to more challenging devices and dimensions, combined with the cost benefits of automation, make this new paste management approach viable for low- and mid-volume manufacturers. Tell your mother you were right: consuming directly from the container is the way to go.
is global applied process engineering manager at ASM Assembly Systems, Printing Solutions Division (asmpt.com); clive.ashmore@asmpt.com. His column appears bimonthly.






Press Releases
- Altus Group Invests in Major Headquarters Expansion to Showcase Complete Turnkey Manufacturing Capability
- ViTrox Americas Welcomes Eric Cruz as Technical Support Engineer
- ECD Strengthens Engineering Team with New Software Development Hire
- ViTrox Americas Welcomes Doug Ennis as Senior Field Applications & Service Engineer